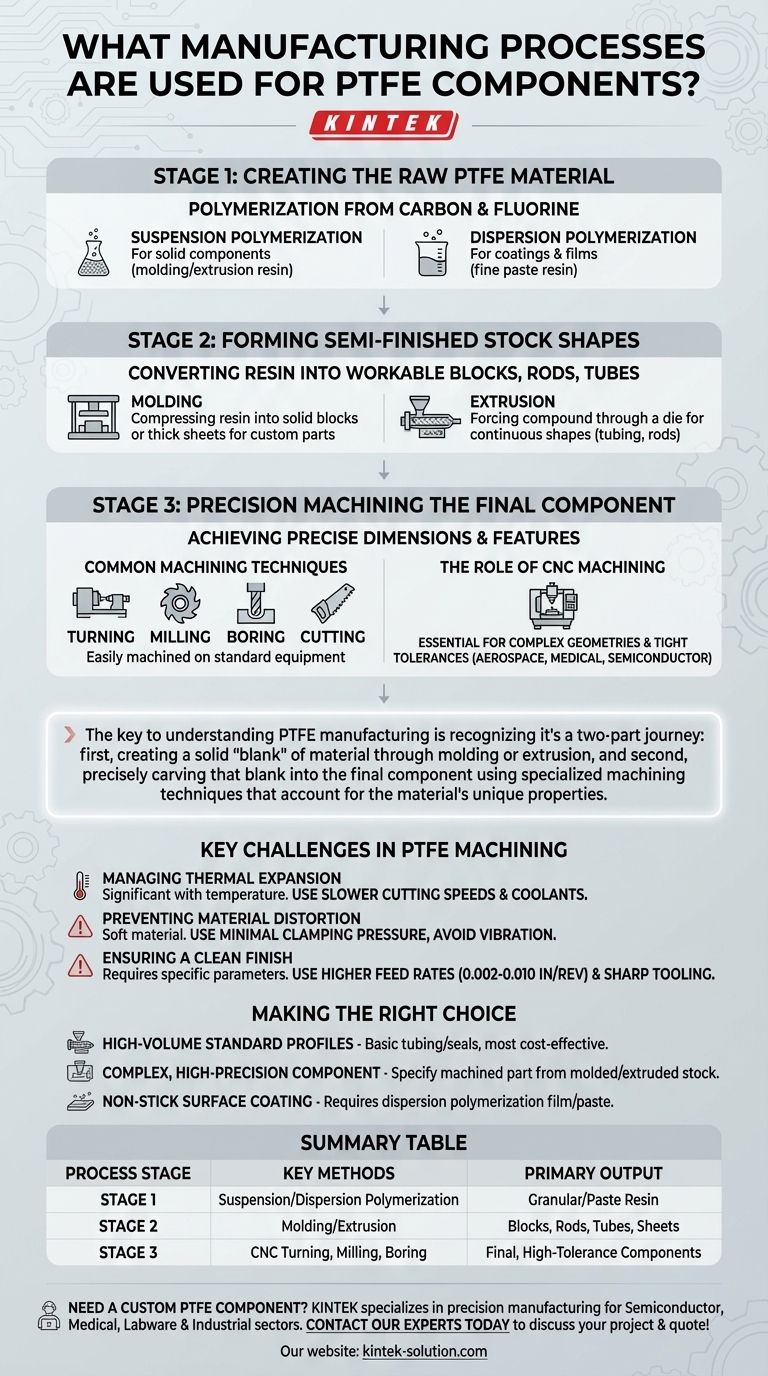
لتصنيع مكونات PTFE، تُستخدم عادةً عملية متعددة المراحل، تبدأ بإنشاء المادة الخام، وتشكيلها إلى شكل مخزون شبه مُصنَّع، ثم تشغيلها آليًا لتلبية المواصفات النهائية. الطرق الأساسية لتشكيل المخزون هي التشكيل (Molding) والبثق (Extrusion)، بينما يتم تحقيق الشكل الدقيق النهائي من خلال تقنيات التشغيل الآلي باستخدام الحاسب الآلي (CNC Machining) مثل الخراطة والتفريز والتجويف.
يكمن مفتاح فهم تصنيع PTFE في إدراك أنه رحلة من جزأين: أولاً، إنشاء "كتلة" صلبة من المادة عن طريق التشكيل أو البثق، وثانيًا، نحت تلك الكتلة بدقة إلى المكون النهائي باستخدام تقنيات تشغيل آلي متخصصة تأخذ في الاعتبار الخصائص الفريدة للمادة.

المرحلة 1: إنشاء مادة PTFE الخام
قبل أن يتم أي تشكيل، يجب إنشاء بوليمر بولي تترافلورو إيثيلين (PTFE) من مكوناته الكيميائية الأساسية، الكربون والفلور. يتم ذلك من خلال عملية البلمرة.
بلمرة التعليق (Suspension Polymerization) للمواد الصلبة
هذه هي الطريقة الأكثر شيوعًا لإنشاء راتنج PTFE الحبيبي أو المُحبب المستخدم في تصنيع المكونات الصلبة. المادة الناتجة مثالية لعمليات التشكيل والبثق.
بلمرة التشتيت (Dispersion Polymerization) للطلاءات
تنتج هذه الطريقة مادة PTFE أدق تشبه المعجون. لا يُستخدم هذا الشكل للمكونات الصلبة ولكنه ضروري لإنشاء طلاءات وأفلام غير لاصقة تُطبق على مواد أخرى.
المرحلة 2: تشكيل أشكال المخزون شبه المصنعة
بمجرد إنشاء راتنج PTFE الخام، يتم تحويله إلى شكل صلب قابل للتشغيل يُعرف باسم "شكل المخزون". يوفر هذا المادة الخام لمرحلة التشغيل الآلي النهائية.
التشكيل (Molding)
في هذه العملية، يتم ضغط راتنج PTFE في قالب لإنشاء كتل أو قضبان أو صفائح سميكة صلبة. هذه هي الخطوة الأساسية لإنتاج أجزاء أكبر يتم تشغيلها آليًا حسب الطلب.
البثق (Extrusion)
للأشكال المستمرة مثل الأنابيب أو القضبان الرقيقة أو المقاطع المحددة، يتم استخدام البثق. يتم دفع مركب PTFE عبر قالب لإنشاء شكل طويل وموحد، والذي يمكن بعد ذلك قطعه حسب الطول.
المرحلة 3: التشغيل الآلي الدقيق للمكون النهائي
التشغيل الآلي هو الخطوة النهائية الحاسمة حيث يتم تحويل شكل المخزون شبه المصنع إلى مكون نهائي بأبعاد وميزات دقيقة.
تقنيات التشغيل الآلي الشائعة
يتم تشغيل PTFE آليًا بسهولة على المعدات القياسية. تشمل العمليات الشائعة الخراطة (Turning) على مخرطة، والتفريز (Milling) لإنشاء أسطح معقدة، والتجويف (Boring) لإنشاء ثقوب دقيقة، والقطع (Cutting) حسب الحجم.
دور التشغيل الآلي باستخدام الحاسب الآلي (CNC)
للأجزاء ذات الأشكال الهندسية المعقدة أو التي تتطلب تفاوتات ضيقة، فإن معدات التحكم الرقمي بالكمبيوتر (CNC) ضرورية. تتيح آلات الحاسب الآلي متعددة المحاور والبرمجة المتقدمة الدقة العالية التي تتطلبها صناعات مثل الطيران والطب وأشباه الموصلات.
لماذا التشغيل الآلي شائع جدًا
على عكس العديد من المواد البلاستيكية التي يمكن تشكيلها بالحقن مباشرة في شكلها النهائي، فإن اللزوجة الانصهارية العالية لـ PTFE تجعل هذا الأمر غير عملي. كما أن مرونته (resilience) الطبيعية تعني أن التشغيل الآلي هو طريقة موثوقة لتحقيق الأبعاد النهائية، حيث يمكن للمادة أن تتكيف قليلاً مع بيئة عملها.
التحديات الرئيسية في تشغيل PTFE آليًا
يتطلب التشغيل الآلي الناجح لـ PTFE فهمًا عميقًا لخصائصه الفريدة. تجاهل هذه الخصائص يمكن أن يؤدي إلى جودة رديئة، أو أجزاء مُهملة، أو تأخيرات في الإنتاج.
إدارة التمدد الحراري
يتمدد PTFE وينكمش بشكل كبير مع تغيرات درجة الحرارة. يمكن للحرارة المتولدة أثناء التشغيل الآلي أن تدمر دقة الأبعاد. تُعد سرعات القطع الأبطأ واستخدام أنظمة التبريد أمرًا بالغ الأهمية لإدارة هذا الأمر.
منع تشوه المادة
PTFE مادة لينة. سيؤدي الضغط المفرط للتثبيت في آلة الحاسب الآلي إلى تشوه الجزء، مما يؤدي إلى قطع غير دقيقة. يجب على المشغلين استخدام أقل ضغط تثبيت وتجنب الاهتزاز المفرط.
ضمان تشطيب نظيف
يتطلب تحقيق سطح أملس بدون نتوءات معلمات محددة. يتم تحقيق ذلك غالبًا باستخدام معدلات تغذية أعلى (السرعة التي يتحرك بها الأداة عبر المادة) وأدوات قطع حادة للغاية. تتراوح معدلات التغذية الموصى بها عادةً بين 0.002 إلى 0.010 بوصة لكل دورة.
اتخاذ الخيار الصحيح لتطبيقك
يعد فهم تدفق التصنيع هذا أمرًا ضروريًا لتوريد أو تصميم مكونات PTFE التي تلبي احتياجاتك الدقيقة.
- إذا كان تركيزك الأساسي هو المقاطع القياسية عالية الحجم: الأجزاء التي يتم إنشاؤها مباشرة من البثق، مثل الأنابيب أو الحشيات الأساسية، هي الحل الأكثر فعالية من حيث التكلفة.
- إذا كان تركيزك الأساسي هو مكون معقد وعالي الدقة: يجب عليك تحديد جزء مُشغَّل آليًا تم إنشاؤه من شكل مخزون مُشكَّل أو مبثوق.
- إذا كان تركيزك الأساسي هو طلاء غير لاصق: يتطلب تطبيقك مادة PTFE تم إنشاؤها من خلال بلمرة التشتيت، والتي يتم تطبيقها بعد ذلك كفيلم أو معجون.
في نهاية المطاف، يعد التحكم في العملية بأكملها - من البوليمر الخام إلى الجزء المُشغَّل آليًا النهائي - الطريقة الوحيدة لضمان أداء موثوق للمكون في تطبيقه الحرج.
جدول ملخص:
| مرحلة العملية | الأساليب الرئيسية | الناتج الأساسي |
|---|---|---|
| المرحلة 1: إنشاء المادة | بلمرة التعليق، بلمرة التشتيت | راتنج PTFE حبيبي/معجون |
| المرحلة 2: تشكيل أشكال المخزون | التشكيل، البثق | كتل، قضبان، أنابيب، صفائح |
| المرحلة 3: التشغيل الآلي الدقيق | خراطة الحاسب الآلي، تفريز، تجويف | مكونات نهائية ذات تفاوتات عالية |
هل تحتاج إلى مكون PTFE مخصص يلبي مواصفاتك الدقيقة؟ تتخصص KINTEK في التصنيع الدقيق لحشيات PTFE وبطاناته وأدواته المخبرية والمزيد لقطاعات أشباه الموصلات والطب والمختبرات والصناعة. من النموذج الأولي إلى الإنتاج بكميات كبيرة، نضمن أداءً فائقًا من خلال إتقان كل مرحلة من مراحل عملية تصنيع PTFE.
اتصل بخبرائنا اليوم لمناقشة مشروعك والحصول على عرض أسعار!
دليل مرئي
المنتجات ذات الصلة
- حشوات عازلة مخصصة من مادة البتفlon (PTFE) مانعات تسرب تيفلون مقاومة للتآكل مكونات بلاستيكية هندسية مصممة حسب الطلب
- الشركة المصنعة لقطع غيار PTFE المخصصة لحاويات ومكونات التفلون
- أنابيب زنبركية ملفوفة من PFA عالية الأداء وخدمات تصنيع PTFE مخصصة مع تركيبات ملحومة ومكونات منحنية بدقة
- الشركة المصنعة لأجزاء PTFE المخصصة لأجزاء التفلون وملاقط PTFE
- صنبور PTFE عالي المقاومة للتآكل من مادة البوليتترافلوورإيثيلين لأبراج التخزين الكيميائية وأنظمة نقل السوائل، صناعي قابل للتخصيص
يسأل الناس أيضًا
- كيف يتم استخدام حشوات PTFE في تصنيع الأدوية؟ ضمان النقاء والامتثال
- كيف تُستخدم أجزاء PTFE المخصصة في قطاع السيارات؟ تعزيز أداء السيارة ومتانتها
- كيف تعمل الحشوات على تحسين الأداء الميكانيكي لحشيات PTFE مقارنة بـ PTFE النقي؟ تعزيز القوة والموثوقية
- ما هي الفوائد الرئيسية لحشيات PTFE (تفلون)؟ مقاومة كيميائية ودرجة حرارة فائقة
- ما هي خيارات السماكة المتاحة لحشيات PTFE؟ اختر الختم المناسب لتطبيقك



















