لتحقيق تفاوتات دقيقة في تشغيل التفلون (PTFE)، يجب عليك استخدام أدوات حادة بشكل استثنائي، وتطبيق إدارة حرارية دقيقة باستخدام مواد التبريد، وتخمير المادة لتخفيف الإجهاد، واستخدام تجهيزات تثبيت متخصصة تمنع التشوه. هذه الخطوات تتصدى بشكل مباشر لليونة المتأصلة في PTFE وتمدده الحراري العالي وميله إلى الزحف تحت الضغط، وهي العقبات الرئيسية أمام الدقة.
النجاح في تشغيل PTFE لا يتعلق بإجبار المادة على الخضوع؛ بل يتعلق بالتكيف مع خصائصها الفريدة. يتمثل التحدي الأساسي في إدارة تمددها الحراري الشديد وليونتها، مما يتطلب استراتيجية تركز على القص النظيف، والتحكم المستمر في درجة الحرارة، وتخفيف الإجهاد.

فهم تحديات التشغيل الأساسية لمادة PTFE
قبل تطبيق أفضل الممارسات، من الضروري فهم لماذا يعتبر تشغيل PTFE صعبًا للغاية. خصائصه مختلفة جوهريًا عن المعادن ومعظم المواد البلاستيكية الأخرى.
مشكلة الليونة والتشوه
PTFE ناعم للغاية وله معامل احتكاك منخفض. هذا يعني أن الأدوات الباهتة لن تقطعه بنظافة؛ بل ستدفعه وتشوه المادة، مما يؤدي إلى سوء تشطيب السطح وأبعاد غير دقيقة.
علاوة على ذلك، يمكن لطرق التثبيت أو الإمساك القياسية أن تسحق أو تشوه قطعة العمل بسهولة، مما يقضي على أي فرصة لتحقيق تفاوتات دقيقة قبل إجراء القطع الأول.
السلاح ذو الحدين للخصائص الحرارية
يمتلك PTFE خاصيتين حراريتين تخلقان تحديًا كبيرًا. أولاً، معدل تمدده الحراري مرتفع جدًا - يقارب عشرة أضعاف معدل الفولاذ. أي حرارة تتولد أثناء التشغيل ستؤدي إلى تمدد المادة بشكل كبير.
ثانيًا، لديه موصلية حرارية منخفضة جدًا. هذا يعني أن الحرارة الناتجة عن أداة القطع لا تتبدد في جميع أنحاء المادة. بدلاً من ذلك، تتركز عند نقطة القطع، مما يسبب تمددًا موضعيًا ويجعل القياسات الدقيقة مستحيلة حتى يبرد الجزء ويستقر تمامًا.
تأثير الإجهاد الداخلي
تؤدي عملية تصنيع مخزون PTFE الخام إلى إجهادات داخلية. أثناء التشغيل، ومع إزالة المادة، يتم إطلاق هذه الإجهادات بشكل غير متساوٍ، مما يتسبب في التواء الجزء وتحركه بطرق غير متوقعة. هذا يجعل الحفاظ على تفاوتات دقيقة في الجزء النهائي صعبًا للغاية بدون تخفيف مناسب للإجهاد.
أعمدة تشغيل PTFE الدقيق
تعتمد الاستراتيجية الناجحة لتشغيل PTFE على عدد قليل من المبادئ الأساسية التي تعالج بشكل مباشر خصائصه الصعبة.
العمود 1: اختيار الأداة وهندستها
العامل الأكثر أهمية هو حدة الأداة. يجب شحذ الأدوات إلى حافة حادة لقص المادة بنظافة بدلاً من دفعها.
يوصى باستخدام أدوات الكربيد، أو المغطاة بالستلايت، أو حتى الأدوات الماسية نظرًا لقدرتها على الحفاظ على حافة حادة. تساعد زاوية الجرف الإيجابية العالية على رفع الرقاقة بعيدًا عن قطعة العمل، مما يقلل الاحتكاك وتراكم الحرارة.
العمود 2: الإدارة الحرارية والتبريد
التحكم الصارم في درجة الحرارة أمر غير قابل للتفاوض. الهدف هو إزالة الحرارة بسرعة توليدها لمنع التمدد الحراري من التأثير على الدقة البعدية.
يعد التبريد الفيضي القابل للذوبان في الماء فعالًا للغاية. بدلاً من ذلك، يمكن استخدام الهواء المضغوط أو أنظمة الرذاذ لإدارة الحرارة، والأهم من ذلك، إزالة الرقائق التي قد تعلق وتتلف السطح الناعم.
العمود 3: السرعات والتغذية المحسّنة
النهج العام هو استخدام سرعات قطع عالية جنبًا إلى جنب مع معدلات تغذية مضبوطة. تساعد سرعات الدوران العالية على ضمان قص نظيف، بينما يمنع معدل التغذية المعتدل الضغط المفرط على الأداة الذي قد يشوه الجزء.
إيجاد التوازن الصحيح هو المفتاح لتحقيق تشطيب سطحي جيد دون توليد حرارة مفرطة.
العمود 4: تثبيت العمل بضغط منخفض وآمن
يجب تصميم التجهيزات خصيصًا لـ PTFE. استخدم تجهيزات تدعم مساحة سطح كبيرة من الجزء لتوزيع ضغط التثبيت بالتساوي.
تجنب إحكام شد الملاقط أو الظرف بشكل مفرط. الهدف هو تثبيت الجزء بشكل آمن بما يكفي لمقاومة قوى القطع ولكن بلطف كافٍ لتجنب أي تشوه.
الدور الحاسم لتخفيف الإجهاد (التخمير)
التخمير هو عملية تسخين المادة إلى درجة حرارة محددة ثم تبريدها ببطء. بالنسبة لأجزاء PTFE ذات التفاوتات الدقيقة، هذه ليست خطوة اختيارية.
التخمير قبل التشغيل
يعد تخمير مخزون PTFE الخام قبل التشغيل أمرًا بالغ الأهمية لتحقيق استقرار المادة. تخفف هذه العملية الإجهادات الداخلية الناتجة عن التصنيع، مما يوفر قطعة عمل أكثر قابلية للتنبؤ واستقرارًا من الناحية الأبعاد للبدء بها.
التخمير بعد التشغيل
بعد التشغيل الخشن، يمكن إجراء دورة تخمير ثانية لتخفيف الإجهادات التي يسببها القطع. هذا مهم بشكل خاص للأجزاء ذات الأشكال الهندسية المعقدة أو التفاوتات الدقيقة للغاية، لأنه يضمن أن الجزء النهائي لن يتشوه أو يغير أبعاده بمرور الوقت.
فهم المفاضلات والقيود
حتى مع التقنية المثالية، من الضروري الاعتراف بالقيود المتأصلة في المادة.
عدم الاستقرار المتأصل للمادة
نظرًا لتمددها الحراري العالي وميلها إلى زحف الإجهاد (التشوه البطيء تحت الحمل)، فإن PTFE ليس مثاليًا للمكونات التي تتطلب استقرارًا بعديًا مطلقًا على المدى الطويل مقارنة بمواد مثل الفولاذ أو PEEK. يجب تحديد التفاوتات بشكل واقعي.
قوة ميكانيكية أقل
يمتلك PTFE قوة شد وضغط منخفضة نسبيًا مقارنة بالبوليمرات الهندسية الأخرى مثل النايلون أو ديلرين. يتم اختياره لخصائصه التشحيمية ومقاومته الكيميائية، وليس لقوته الميكانيكية.
السلامة وإنتاج الأبخرة
أحد الاعتبارات الهامة للسلامة هو أن PTFE ينتج أبخرة سامة عند تعرضه لدرجات حرارة تزيد عن 500 درجة فهرنهايت (260 درجة مئوية). يجب التحكم في عمليات التشغيل لضمان بقاء درجات الحرارة أقل بكثير من هذا الحد.
قائمة تحقق عملية لمشروع PTFE التالي
استخدم هذه الإرشادات لمطابقة استراتيجية التشغيل الخاصة بك مع هدفك الأساسي.
- إذا كان تركيزك الأساسي هو الدقة والاستقرار المطلقين: يجب عليك دمج دورات التخمير قبل وبعد التشغيل في عمليتك.
- إذا كان تركيزك الأساسي هو تشطيب سطحي ممتاز: إعطاء الأولوية للأدوات الحادة بشكل استثنائي مع زاوية جرف إيجابية عالية واستخدام تبريد فيضي أو رذاذ ثابت لإزالة الرقائق على الفور.
- إذا كان تركيزك الأساسي هو منع تشوه الجزء: تصميم تجهيزات تثبيت متخصصة ذات قوة تثبيت منخفضة وتقليل ضغط الأداة باستخدام أدوات حادة ومعدلات تغذية مضبوطة.
إتقان هذه المبادئ يحول PTFE من مادة صعبة إلى مكون يمكن التنبؤ به وموثوق به للتطبيقات عالية الأداء.
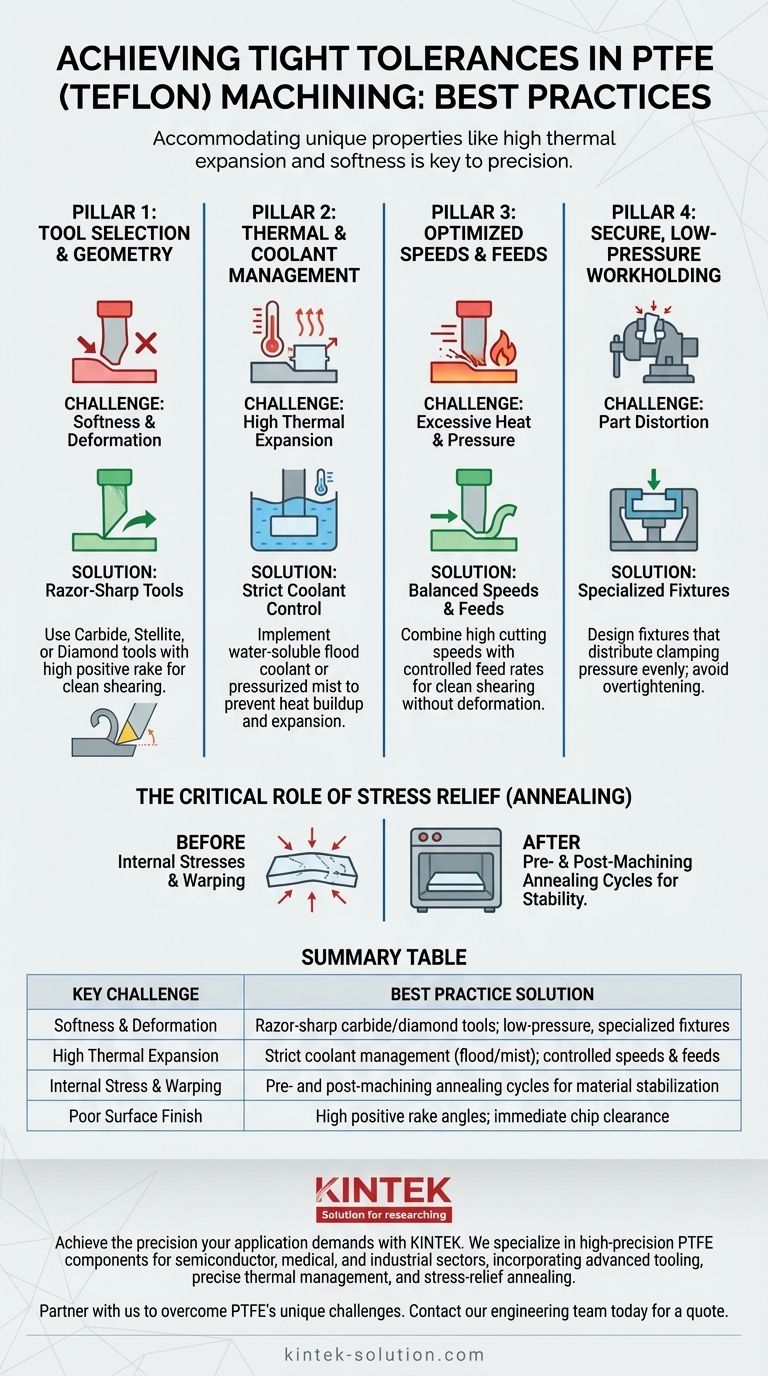
جدول الملخص:
| التحدي الرئيسي | حل أفضل الممارسات |
|---|---|
| الليونة والتشوه | أدوات كربيد/ماس حادة كالشفرة؛ تجهيزات متخصصة ذات ضغط منخفض |
| التمدد الحراري العالي | إدارة صارمة للتبريد (فيضي/رذاذ)؛ سرعات وتغذية مضبوطة |
| الإجهاد الداخلي والالتواء | دورات تخمير قبل وبعد التشغيل لتحقيق استقرار المادة |
| سوء تشطيب السطح | زوايا جرف إيجابية عالية؛ إزالة فورية للرقائق لمنع التلف |
احصل على الدقة التي يتطلبها تطبيقك مع KINTEK.
يتطلب تشغيل PTFE لتحقيق تفاوتات دقيقة خبرة متخصصة واهتمامًا دقيقًا بالتفاصيل - وهو بالضبط ما نقدمه. في KINTEK، نقوم بتصنيع مكونات PTFE عالية الدقة (حشوات، بطانات، أدوات مختبرية، والمزيد) لقطاعات أشباه الموصلات، والطب، والمختبرات، والصناعة. تتضمن عمليتنا أفضل الممارسات الحرجة الموضحة هنا، بما في ذلك الأدوات المتقدمة، والإدارة الحرارية الدقيقة، وتخمير تخفيف الإجهاد، لضمان تلبية الأجزاء الخاصة بك للمواصفات الدقيقة والأداء الموثوق به.
سواء كنت بحاجة إلى نماذج أولية أو إنتاج بكميات كبيرة، فإننا نتشارك معك للتغلب على التحديات الفريدة لـ PTFE. دعنا نناقش متطلبات مشروعك وكيف يمكننا تقديم الدقة التي تحتاجها.
اتصل بفريق الهندسة لدينا اليوم للحصول على عرض أسعار
دليل مرئي
المنتجات ذات الصلة
- الشركة المصنعة لأجزاء PTFE المخصصة لأجزاء التفلون وملاقط PTFE
- مفاعل بوليتري فلورو إيثيلين (PTFE) قابل للتخصيص وقارورة تفلون مقاومة للتآكل
- قرص تشتيت PTFE مقاوم للتآكل ومراوح خلط دوارة عالية الحرارة للخلط الكيميائي في المختبرات
- كرات تفلون PTFE مخصصة للتطبيقات الصناعية المتقدمة
- كاشطات ومجارف PTFE القابلة للتخصيص للتطبيقات المطلوبة
يسأل الناس أيضًا
- ما هي المزايا التي توفرها أجزاء PTFE المخصصة للكفاءة الصناعية؟ زيادة وقت التشغيل وخفض التكاليف
- ما هي الاعتبارات التصميمية الهامة للأجزاء المصنوعة من PTFE المخصصة؟ التصميم من أجل الأداء والموثوقية
- ما هي قدرات التصنيع المرتبطة بأجزاء PTFE؟ افتح الدقة مع التشغيل الآلي الخبير
- ما هي الخصائص الرئيسية للتفلون (PTFE) المستخدم في الأجزاء المخصصة؟ | تحقيق أعلى أداء
- ما هي الأحجام الدنيا والقصوى لتشغيل أجزاء PTFE آلياً؟ صمم للنجاح دون قيود عالمية



















