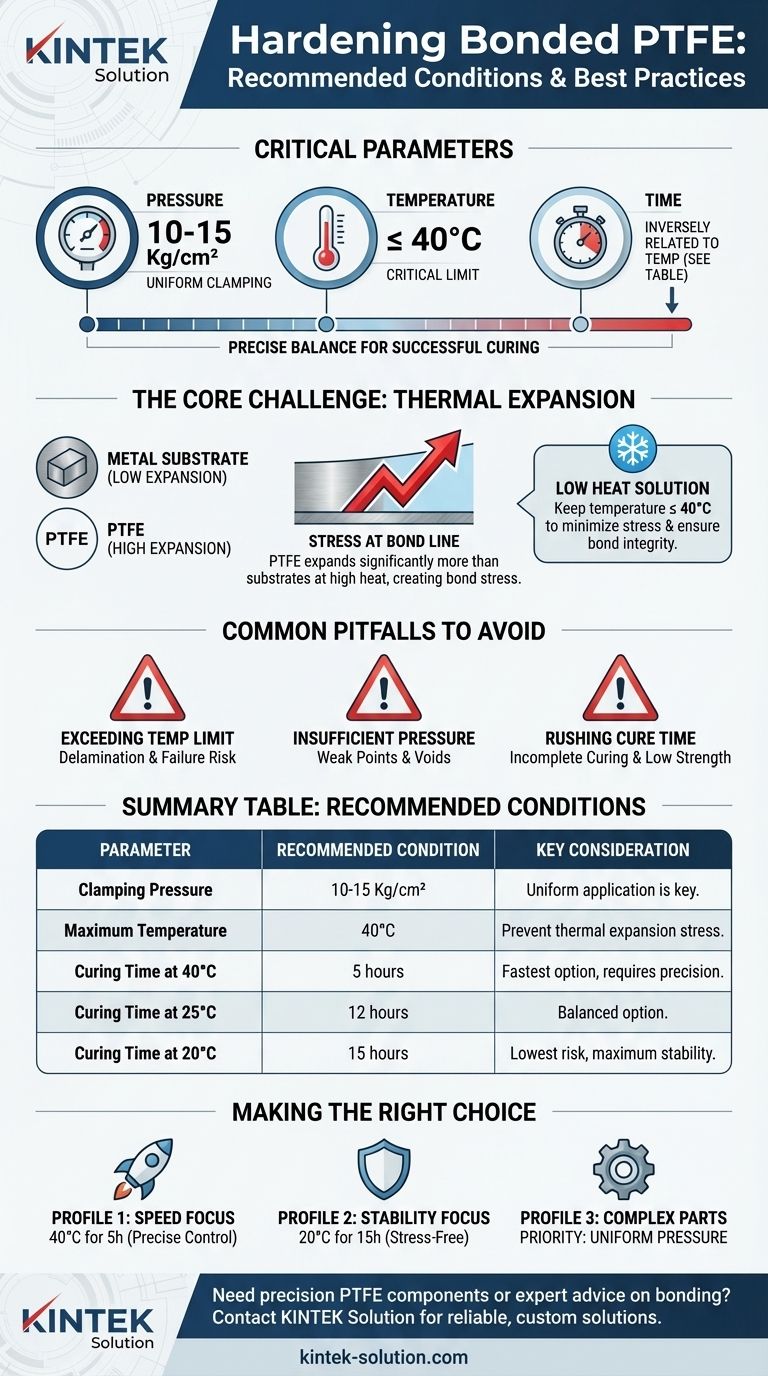
للتصليد الناجح لـ PTFE المترابط، يجب عليك الحفاظ على توازن دقيق بين درجة الحرارة والضغط والوقت. ضغط التثبيت الموصى به هو 10-15 كجم/سم²، ويجب ألا تتجاوز درجة حرارة المعالجة 40 درجة مئوية. يرتبط وقت التصليد ارتباطًا عكسيًا بدرجة الحرارة، حيث يتطلب 5 ساعات عند 40 درجة مئوية، أو 12 ساعة عند 25 درجة مئوية، أو 15 ساعة عند 20 درجة مئوية.
التحدي الأساسي في تصليد PTFE المترابط ليس مجرد معالجة المادة اللاصقة، بل إدارة معدل التمدد الحراري العالي للمادة. يعتمد النجاح على استخدام حرارة منخفضة وضغط ثابت لإنشاء رابطة قوية وخالية من الإجهاد لن تفشل لاحقًا.

المعلمات الحاسمة للتصليد
لتحقيق رابطة موثوقة، يجب التحكم في كل معلمة بعناية. تعمل هذه المتغيرات معًا لضمان معالجة المادة اللاصقة بالكامل دون المساس بسلامة التجميع.
التحكم في درجة الحرارة غير قابل للتفاوض
القاعدة الأكثر أهمية هي إبقاء درجة حرارة المعالجة عند 40 درجة مئوية أو أقل.
هذا الحد الصارم ضروري لأن PTFE لديه معامل تمدد حراري أعلى بكثير من المواد التي يتم ربطه بها عادةً، مثل المعادن. يؤدي تجاوز هذه الدرجة إلى تمدد PTFE أكثر بكثير من الركيزة الخاصة به، مما يخلق إجهادًا هائلاً عند خط الترابط قد يؤدي إلى فشل فوري أو مستقبلي.
دور ضغط التثبيت الثابت
يجب تطبيق ضغط تثبيت ثابت يبلغ 10-15 كجم/سم² بالتساوي عبر سطح الترابط بالكامل.
يضمن هذا الضغط تلامسًا وثيقًا بين PTFE والمادة اللاصقة والركيزة. بدونه، فإنك تخاطر بوجود فجوات أو فراغات في الرابطة، مما يؤدي إلى نقاط ضعف من شأنها أن تقوض قوة وموثوقية التجميع النهائي.
العلاقة بين الوقت ودرجة الحرارة
يعتمد وقت المعالجة بشكل مباشر على درجة الحرارة التي تختارها. توفر الإرشادات المقدمة ملف تعريف معالجة:
- عند 20 درجة مئوية (68 درجة فهرنهايت): 15 ساعة
- عند 25 درجة مئوية (77 درجة فهرنهايت): 12 ساعة
- عند 40 درجة مئوية (104 درجة فهرنهايت): 5 ساعات
تتطلب درجات الحرارة المنخفضة أوقاتًا أطول للسماح للمادة اللاصقة بالتشابك الكامل وتحقيق أقصى قوة. في حين أن درجات الحرارة الأعلى تسرع المعالجة، إلا أنها تقربك أيضًا من الحد الحرج للتمدد الحراري.
فهم التحدي الأساسي: خصائص PTFE
المعلمات الصارمة للتصليد هي نتيجة مباشرة للخصائص الفيزيائية المتأصلة في PTFE. يعد فهم هذا السياق مفتاحًا لتجنب فشل العملية.
لماذا التمدد الحراري مهم
فكر في خط الترابط على أنه لعبة شد الحبل. عندما تقوم بتسخين التجميع، يتمدد PTFE بسرعة بينما تتمدد الركيزة المعدنية ببطء. هذا التباين يسحب طبقة المادة اللاصقة من اتجاهين متعاكسين.
من خلال الحفاظ على درجة حرارة منخفضة، فإنك تقلل من شدة "لعبة شد الحبل" هذه، مما يسمح للمادة اللاصقة بالمعالجة في بيئة منخفضة الإجهاد.
مقارنات من تشغيل PTFE آليًا
نفس الحساسية للحرارة التي تحكم الترابط تحدد أيضًا كيفية تشغيل PTFE آليًا. يجب على المشغلين استخدام سرعات قطع منخفضة ومواد تبريد لمنع تراكم الحرارة.
تؤدي الحرارة المفرطة أثناء التشغيل الآلي إلى تمدد المادة وتشوهها، مما يجعل الدقة مستحيلة. يعزز هذا المبدأ سبب أهمية المعالجة في درجات حرارة منخفضة للحفاظ على الاستقرار الأبعاد وسلامة الرابطة.
الأخطاء الشائعة التي يجب تجنبها
الانحراف عن المعلمات الموصى بها يمكن أن يؤدي إلى فشل الرابطة. هذه هي الأخطاء الأكثر شيوعًا.
تجاوز حد درجة الحرارة
هذا هو السبب الأكثر شيوعًا للفشل. إنه يخلق إجهادًا داخليًا مفرطًا يمكن أن يؤدي إلى فصل الرابطة أثناء مرحلة التبريد أو، ما هو أسوأ من ذلك، إنشاء عيب كامن يفشل تحت الحمل التشغيلي.
ضغط غير كافٍ أو غير متساوٍ
يؤدي تطبيق ضغط قليل جدًا أو تطبيقه بشكل غير متساوٍ إلى رابطة غير مكتملة. المناطق ذات التلامس الضعيف لن تلتصق، مما يخلق نقاط ضعف يمكن أن تتقشر أو تنفصل بمرور الوقت.
الاستعجال في وقت المعالجة
تقصير وقت التصليد، حتى لو كانت الرابطة تبدو صلبة عند اللمس، هو خطأ فادح. لن تتم معالجة المادة اللاصقة بالكامل، مما يعني أنها تفتقر إلى مقاومتها الكيميائية وقوتها الميكانيكية المحددة.
اتخاذ القرار الصحيح لهدفك
استخدم المحرك الأساسي لمشروعك لاختيار ملف تعريف المعالجة الأمثل.
- إذا كان تركيزك الأساسي هو السرعة: قم بالمعالجة عند أقصى درجة حرارة مسموح بها وهي 40 درجة مئوية لمدة 5 ساعات، ولكن تأكد من أن معداتك توفر تحكمًا دقيقًا ومستقرًا في درجة الحرارة.
- إذا كان تركيزك الأساسي هو أقصى قدر من الاستقرار وأدنى قدر من المخاطر: قم بالمعالجة عند درجة حرارة محيطة أقل مثل 20 درجة مئوية لمدة 15 ساعة لإنشاء رابطة خالية من الإجهاد قدر الإمكان.
- إذا كنت تقوم بربط أشكال هندسية كبيرة أو معقدة: أعط الأولوية للتوزيع الموحد للضغط قبل كل شيء، حيث أن هذا هو نقطة الفشل الأكثر شيوعًا للأجزاء غير المنتظمة.
إتقان هذه الظروف الخاضعة للرقابة يضمن لك تسخير الخصائص الاستثنائية لـ PTFE دون الوقوع ضحية لتحديات المعالجة الخاصة به.
جدول ملخص:
| المعلمة | الشرط الموصى به | الاعتبار الرئيسي |
|---|---|---|
| ضغط التثبيت | 10-15 كجم/سم² | يجب تطبيقه بالتساوي على سطح الترابط. |
| درجة الحرارة القصوى | 40 درجة مئوية | حاسم لمنع الإجهاد الناتج عن التمدد الحراري العالي لـ PTFE. |
| وقت المعالجة عند 40 درجة مئوية | 5 ساعات | الخيار الأسرع، يتطلب تحكمًا دقيقًا في درجة الحرارة. |
| وقت المعالجة عند 25 درجة مئوية | 12 ساعة | خيار متوازن للعديد من التطبيقات. |
| وقت المعالجة عند 20 درجة مئوية | 15 ساعة | أدنى مخاطرة، يخلق الرابطة الأكثر خلوًا من الإجهاد. |
هل تحتاج إلى مكونات PTFE دقيقة أو مشورة الخبراء بشأن عمليات الترابط؟
في KINTEK، نقوم بتصنيع حشوات وبطانات وأدوات مختبر PTFE عالية الجودة لقطاعات أشباه الموصلات والطبية والصناعية. تضمن خبرتنا في التصنيع المخصص - من النماذج الأولية إلى الطلبات عالية الحجم - تصميم المكونات الخاصة بك وإنتاجها لتلبية المواصفات الأكثر تطلبًا، بما في ذلك تطبيقات الترابط الناجحة.
اتصل بخبرائنا اليوم لمناقشة كيف يمكننا دعم مشروعك بحلول PTFE الموثوقة.
دليل مرئي
المنتجات ذات الصلة
- بكير مخبر من مادة البتفلون المُكثف المخصص لتطبيقات الألواح الساخنة عالية الحرارة
- كأس بتفلون سميك مخصص للأبحاث المخبرية، وعاء من الفلوربوليمر مقاوم للكيماويات للتسخين على اللوحة الساخنة
- جهاز تكثيف وارتداد وعزل غاز من PTFE للمعالجة الكيميائية الحيوية المسببة للتآكل نظام عالي الحرارة قابل للتخصيص
- غلاف عزل حراري مضاد للحروق من PTFE وأرجل دعم للساخن لحماية ط طاولة المختبر حاجز حراري قابل للتخصيص
- حشوات عازلة من مادة PTFE قابلة للتخصيص، مقاومة للحرارة العالية ومضادة للكهرباء الساكنة، مانعة للتآكل ومقاومة للهب، لختم الصناعي
يسأل الناس أيضًا
- هل يمكن لأجزاء التفلون تحمل درجات الحرارة العالية؟ فهم حد الـ 260 درجة مئوية للأداء
- ما هي مزايا RPTFE مقارنةً بـ PTFE القياسي؟ قوة ومتانة فائقة للتطبيقات الصعبة
- في أي تطبيقات درجات الحرارة العالية يُستخدم PTFE؟ البوليمر النهائي للحرارة القصوى والتآكل
- ما هي الأنواع الثلاثة من التقوية في المواد القائمة على PTFE؟ اختر المادة المناسبة لتطبيقك
- ما هي عيوب PTFE المعزز (RPTFE)؟ المفاضلات الرئيسية في النقاء الكيميائي والأداء



















