في نهاية المطاف، تعتبر نقطة الانصهار العالية لـ PTFE مضللة. في حين أن المادة لن تنصهر أثناء التشغيل باستخدام الحاسب الآلي، إلا أن استقرارها الحراري الممتاز يقترن بنقطة ضعف حرجة: فهي تلين وتتمدد بشكل كبير مع الحرارة. هذا يعني أن التحدي الأساسي ليس منع الانصهار، بل إدارة التشوه الحراري الناجم عن احتكاك القطع للحفاظ على الدقة الأبعاد.
المشكلة الأساسية عند تشغيل PTFE ليست نقطة انصهاره، بل معدل تمدده الحراري العالي وميله إلى التليين. يعتمد النجاح بالكامل على التحكم في الحرارة عند حافة القطع لمنع المادة من التشوه والإضرار بدقة القطعة النهائية.

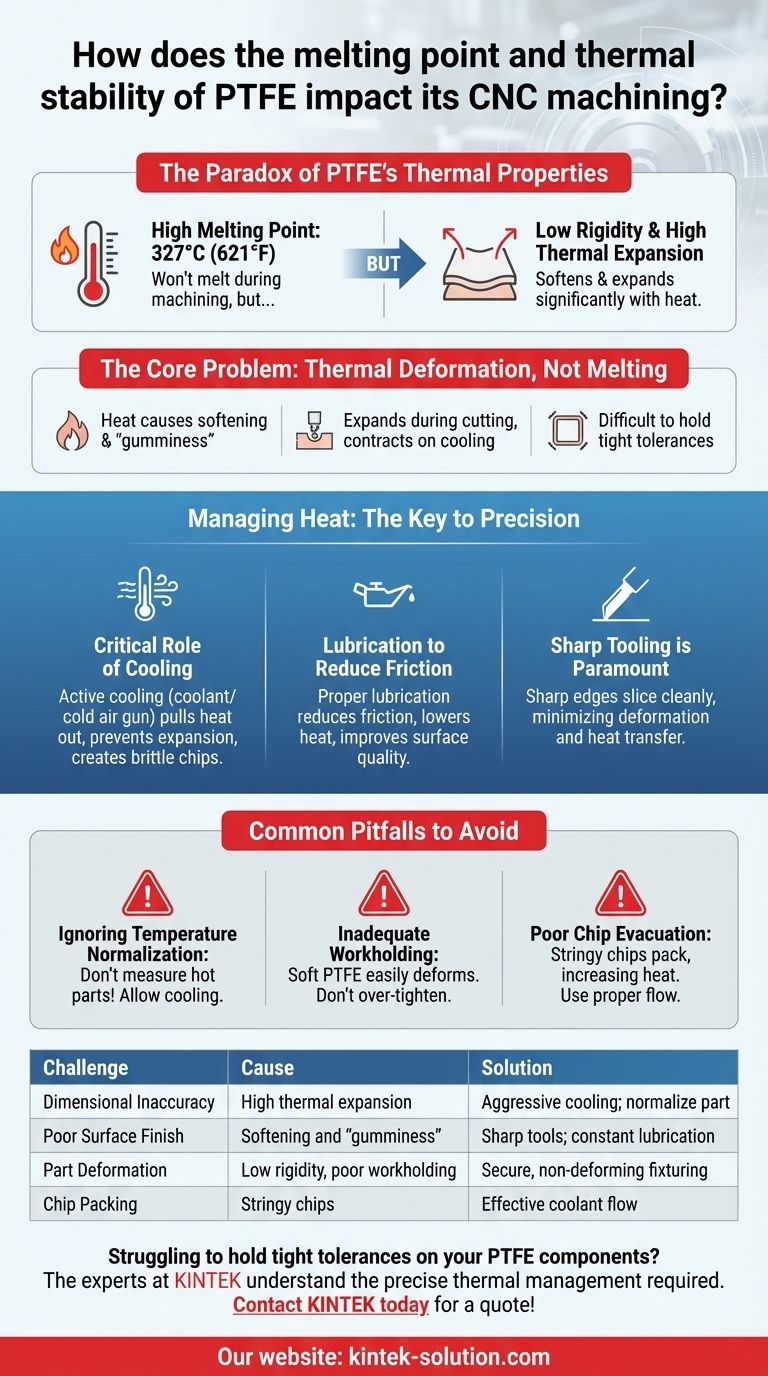
مفارقة الخواص الحرارية لـ PTFE
تعتبر سمعة PTFE في التعامل مع درجات الحرارة العالية فائدة كبيرة في تطبيقه النهائي، ولكنها قد تخلق شعورًا زائفًا بالأمان أثناء عملية التصنيع. تتضمن ديناميكيات التشغيل باستخدام الحاسب الآلي عوامل تجعل الحرارة متغيرًا حاسمًا يجب التحكم فيه.
نقطة انصهار عالية مقابل صلابة منخفضة
يحتوي PTFE على نقطة انصهار عالية جدًا تبلغ 327 درجة مئوية (621 درجة فهرنهايت) ويمكن أن يعمل باستمرار في درجات حرارة تصل إلى 260 درجة مئوية (500 درجة فهرنهايت).
ومع ذلك، فإن PTFE هو أيضًا مادة لينة جدًا ذات صلابة منخفضة. يولد الاحتكاك الناتج عن أداة القطع حرارة موضعية، والتي، على الرغم من أنها أقل بكثير من نقطة الانصهار، إلا أنها أكثر من كافية لجعل المادة تلين وتتمدد وتصبح "لزجة".
يؤدي هذا السلوك إلى تشطيبات سطحية رديئة ويجعل الحفاظ على التفاوتات الضيقة صعبًا للغاية، حيث يمكن أن يتشوه الجزء تحت ضغط الأداة نفسها.
التمدد الحراري هو العدو الحقيقي
التحدي الأهم هو معامل التمدد الحراري العالي لـ PTFE. عندما تسخن المادة من التشغيل، فإنها تتمدد.
إذا تم تشغيل ميزة بأبعاد دقيقة بينما يكون الجزء دافئًا، فإنه سينكمش عند تبريده، مما ينتج عنه مكون أصغر من اللازم وخارج المواصفات. هذا التأثير هو السبب الأكثر شيوعًا للفشل عند تشغيل PTFE بتفاوتات ضيقة.
إدارة الحرارة: مفتاح الدقة
نظرًا لأن التشوه الحراري هو التحدي المركزي، يجب أن يوجه كل جانب من جوانب استراتيجية التشغيل نحو تقليل توليد الحرارة وإدارته.
الدور الحاسم للتبريد
التبريد النشط ضروري للأعمال الدقيقة. يعد استخدام تيار ثابت من سائل التبريد أو مسدس هواء بارد مباشرة عند نقطة التلامس أمرًا ضروريًا.
هذا يخدم غرضين: يسحب الحرارة من قطعة العمل لمنع التمدد الحراري، ويساعد في إنشاء رقائق أكثر هشاشة تنفصل بنظافة بدلاً من الالتفاف حول الأداة.
التشحيم لتقليل الاحتكاك
التشحيم هو المفتاح لتقليل مصدر الحرارة في المقام الأول: الاحتكاك.
يقلل سائل التبريد المناسب من الاحتكاك بين أداة القطع والمادة، مما يسمح بإجراء عملية قص أنظف. هذا لا يحافظ على انخفاض درجات الحرارة فحسب، بل يحسن أيضًا جودة السطح النهائية.
الأدوات الحادة أمر بالغ الأهمية
يعد استخدام أدوات قطع حادة للغاية مصممة للبوليمرات اللينة أمرًا بالغ الأهمية.
الأدوات الباهتة لا تقطع؛ بل تجرف المادة، مما يولد احتكاكًا وحرارة هائلين. يقطع الحافة الحادة بنظافة، مما يقلل من تشوه المادة ويضمن نقل الحرارة في الرقاقة بدلاً من انتقالها إلى الجزء.
الزلات الشائعة التي يجب تجنبها
يعد فهم أوضاع الفشل الشائعة أمرًا ضروريًا لتطوير استراتيجية تشغيل ناجحة لـ PTFE.
تجاهل تسوية درجة الحرارة
الخطأ المتكرر هو قياس الجزء للفحص النهائي فورًا بعد القطع الأخير. ستتسبب الحرارة المتبقية في بقائه في حالة متمددة. يجب السماح للجزء بالتبريد والاستقرار في درجة حرارة الغرفة قبل إجراء أي قياسات حاسمة.
تثبيت العمل غير كافٍ
إن ليونة PTFE تجعله عرضة بشكل كبير للسحق أو التشوه بسبب ضغط التثبيت. يؤدي الإفراط في إحكام ربط الملقط إلى تشويه المادة الخام، وستكون أي ميزات مشغولة فيها غير دقيقة بمجرد إزالة الضغط. يجب أن يكون التثبيت آمنًا ولكنه لا يشوه المخزون.
إخلاء الرقاقة الضعيف
يمكن للرقائق اللينة والخيطية التي ينتجها PTFE أن تلتف بسهولة حول أداة القطع والمغزل. يؤدي "تراكم الرقائق" هذا إلى زيادة الاحتكاك، وتوليد المزيد من الحرارة، ويمكن أن يشوه بشدة تشطيب سطح الجزء. يعد تدفق سائل التبريد المناسب ضروريًا لإخلاء هذه الرقائق من منطقة القطع.
اتخاذ الخيار الصحيح لهدفك
يجب أن تتكيف استراتيجية التشغيل الخاصة بك بناءً على المتطلب الأكثر أهمية للمكون النهائي.
- إذا كان تركيزك الأساسي هو الدقة الأبعاد: إعطاء الأولوية للتبريد النشط باستخدام سائل غمر أو مسدس هواء بارد والسماح للجزء بالتسوية الكاملة لدرجة حرارة الغرفة قبل إجراء القياسات النهائية.
- إذا كان تركيزك الأساسي هو تشطيب السطح: استخدم أدوات حادة ومصقولة للغاية بزاوية ميل موجبة عالية وتأكد من التشحيم المستمر لتحقيق إجراء قص نظيف بدلاً من التلطيخ.
- إذا كان تركيزك الأساسي هو سرعة الإنتاج: قم بتحسين السرعات والتغذية بعناية؛ فالأسرع ليس دائمًا أفضل إذا كان يقدم حرارة مفرطة تفسد الجزء وتتطلب إعادة عمل.
إتقان تشغيل PTFE يكمن في مبدأ واحد: تحكم في الحرارة، وستتحكم في الجزء.
جدول الملخص:
| التحدي | السبب | الحل |
|---|---|---|
| عدم دقة الأبعاد | التمدد الحراري العالي من حرارة القطع | تبريد نشط؛ السماح للجزء بالتسوية لدرجة حرارة الغرفة |
| تشطيب سطح رديء | التليين و "اللزوجة" الناتجة عن الحرارة | أدوات حادة ومصقولة؛ تشحيم مستمر |
| تشوه الجزء | صلابة منخفضة وتثبيت عمل ضعيف | تثبيت آمن لا يسبب تشوهًا للمخزون |
| تراكم الرقائق | رقائق لينة وخيطية تلتف حول الأداة | تدفق سائل تبريد فعال لإخلاء الرقائق |
هل تواجه صعوبة في الحفاظ على تفاوتات ضيقة على مكونات PTFE الخاصة بك؟ يتفهم خبراء KINTEK الإدارة الحرارية الدقيقة المطلوبة لتشغيل موانع تسرب PTFE وبطاناته وأدواته المخبرية. نحن متخصصون في التصنيع المخصص من النماذج الأولية إلى الطلبات عالية الحجم لصناعات أشباه الموصلات والطب والمختبرات. دعنا نطبق خبرتنا في الإنتاج الدقيق على مشروعك.
اتصل بـ KINTEB اليوم لمناقشة متطلباتك المحددة والحصول على عرض أسعار!
دليل مرئي
المنتجات ذات الصلة
- أجهزة معملية مخصصة من PTFE مقاومة للتآكل وخلايا تفاعل منخفضة الخلفية تصنيع دقيق باستخدام CNC
- أنابيب زنبركية ملفوفة من PFA عالية الأداء وخدمات تصنيع PTFE مخصصة مع تركيبات ملحومة ومكونات منحنية بدقة
- الشركة المصنعة لقطع غيار PTFE المخصصة لحاويات ومكونات التفلون
- خلية عينة مخروطية من بولي تيترا فلورو إيثيلين (PTFE) مصنعة حسب الطلب ومقاومة للتآكل، حاوية فلوروبوليمر مثلثة للتحليل الدقيق
- كاشطات ومجارف PTFE القابلة للتخصيص للتطبيقات المطلوبة
يسأل الناس أيضًا
- ما هو نطاق التوافق الكيميائي لأجهزة المختبر المصنوعة من مادة البوليتترافلوورإيثيلين (PTFE)؟ استكشف المقاومة الكيميائية شبه العالمية لهذه المادة.
- ما هي المزايا الميكانيكية والسلامة لاستخدام أدوات PTFE في المختبر؟ تعزيز السلامة والمتانة
- ما هي خصائص المقاومة الكيميائية الأساسية لأدوات مختبر PTFE؟ نقاء وخمول لا مثيل لهما
- كيف يقلل PTFE من تلوث العينة؟ ضمان نقاء لا مثيل له للتحاليل الحرجة
- ما هي خيارات التخصيص المتاحة لمواد PTFE؟ صمم الأداء ليناسب تطبيقك



















