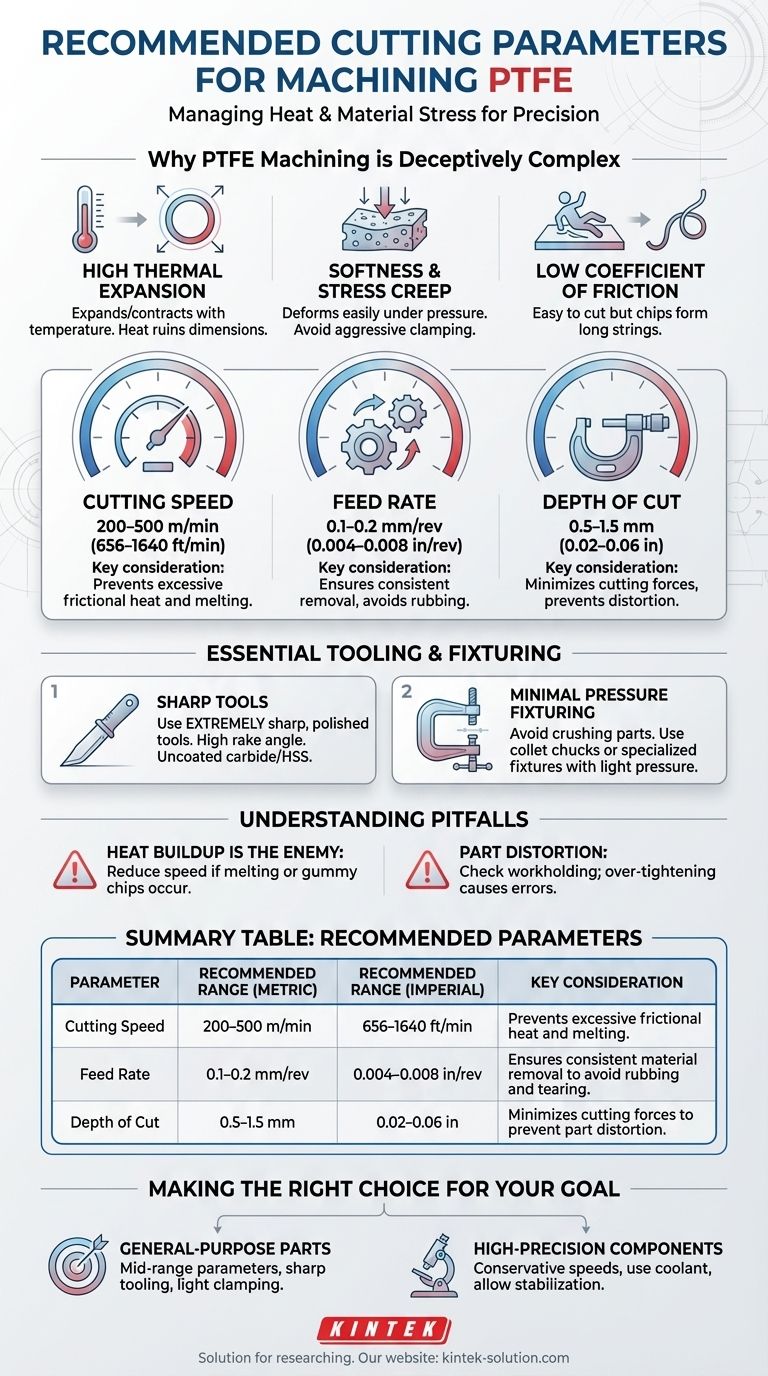
بالنسبة لتشغيل مادة PTFE، فإن المعلمات الموصى بها هي سرعة قطع تتراوح بين 200–500 متر/دقيقة (656–1640 قدم/دقيقة)، ومعدل تغذية يتراوح بين 0.1–0.2 مم/دورة (0.004–0.008 بوصة/دورة)، وعمق قطع ضحل يتراوح بين 0.5–1.5 مم (0.02–0.06 بوصة). تم تصميم هذه الإعدادات لإدارة توليد الحرارة وتقليل إجهاد المادة، وهما التحديان الرئيسيان عند التعامل مع هذه المادة.
التحدي الأساسي في تشغيل مادة PTFE ليس عملية القطع نفسها، وهي سهلة للغاية، بل هو التحكم في استجابة المادة للحرارة والضغط. يعتمد النجاح بشكل أقل على الوصول إلى أرقام دقيقة وأكثر على فهم كيفية تأثير خصائص PTFE الفريدة - مثل التمدد الحراري العالي والنعومة - على الدقة الأبعاد.

لماذا يعتبر تشغيل مادة PTFE معقدًا بشكل خادع
على الرغم من أن نعومة PTFE واحتكاكه المنخفض يجعلان تشغيله يبدو بسيطًا، إلا أن خصائصه المتأصلة تقدم تحديات فريدة. إتقان هذه الخصائص هو المفتاح لإنتاج أجزاء دقيقة.
معامل التمدد الحراري العالي
يتمدد PTFE وينكمش بشكل كبير مع تغيرات درجة الحرارة. يولد الاحتكاك الناتج عن القطع حرارة، مما قد يتسبب في تمدد المادة أثناء التشغيل وانكماشها عند تبريدها، مما يفسد أبعادك النهائية.
هذه الخاصية هي السبب الرئيسي لاستخدام سرعات قطع معتدلة وأدوات حادة - لتقليل تراكم الحرارة.
النعومة وزحف الإجهاد (Stress Creep)
PTFE مادة ناعمة يمكن أن تتشوه أو تنضغط بسهولة تحت الضغط. تثبيت الفكوك بقوة أو استخدام قوى قطع ثقيلة سيؤدي إلى تشويه قطعة العمل، مما يؤدي إلى عدم الدقة.
يمكن للمادة أيضًا أن "تزحف"، أو تتشوه ببطء بمرور الوقت عند تعرضها لحمل ثابت، مما يجعل التثبيت الآمن وغير الضار مصدر قلق بالغ الأهمية.
معامل الاحتكاك المنخفض
هذه الخاصية المعروفة تجعل PTFE سهل القطع بأقل قوة. ومع ذلك، فهذا يعني أيضًا أن الرقائق لا تنكسر بسهولة، وغالبًا ما تشكل خيوطًا طويلة ومستمرة يمكن أن تلتف حول الأداة وقطعة العمل.
شرح معلمات التشغيل الموصى بها
المعلمات القياسية هي نقطة انطلاق مصممة لتحقيق التوازن بين السرعة والجودة عن طريق التخفيف من الميول الطبيعية للمادة.
سرعة القطع: 200–500 م/دقيقة (656–1640 قدم/دقيقة)
هذا النطاق سريع بما يكفي لإزالة المواد بكفاءة ولكنه بطيء بما يكفي لمنع الحرارة الاحتكاكية المفرطة. تجاوز هذه السرعة يعرض PTFE لخطر الذوبان، مما يؤدي إلى تشطيب سطحي رديء وعدم استقرار أبعادي.
معدل التغذية: 0.1–0.2 مم/دورة (0.004–0.008 بوصة/دورة)
يضمن معدل التغذية الثابت والمعتدل أن تكون الأداة منخرطة باستمرار في القطع بدلاً من الاحتكاك بالمادة. هذه الإزالة المتسقة تمنع توليد حرارة غير ضرورية وتمزق المادة.
عمق القطع: 0.5–1.5 مم (0.02–0.06 بوصة)
القطع الضحل يقلل من قوى القطع المؤثرة على المادة. هذا أمر بالغ الأهمية لمنع PTFE الناعم من الانثناء أو التشوه أو الدفع بعيدًا عن الأداة، مما قد يعرض الدقة للخطر.
الأدوات والتثبيت الأساسية
إعدادك لا يقل أهمية عن معلمات القطع الخاصة بك. الأدوات الصحيحة وطرق تثبيت العمل غير قابلة للتفاوض لتحقيق الدقة.
اختيار أدوات القطع المناسبة
استخدم دائمًا أدوات قطع حادة ومصقولة للغاية. تعتبر أدوات الكربيد غير المطلية أو الفولاذ عالي السرعة (HSS) ذات زاوية راكبة عالية وخلوص كبير مثالية.
الحافة الحادة تقص المادة بنظافة بدلاً من كشطها، مما يقلل بشكل كبير من الحرارة وضغط القطع.
التثبيت بأقل ضغط
تجنب فكوك الملزمة القياسية التي يمكن أن تسحق أو تشوه الجزء. استخدم تجهيزات مثبتة مصممة خصيصًا للمواد الناعمة أو ظرف كوليت بحد أدنى من ضغط التثبيت.
الهدف هو توفير دعم كافٍ عبر مساحة سطح كبيرة لتثبيت قطعة العمل بأمان دون التسبب في أي انضغاط أو تشوه.
فهم المفاضلات والمزالق
يتطلب تحقيق التفاوتات الضيقة باستخدام PTFE توقع وإدارة سلوكياته الفريدة.
تحدي التفاوتات الضيقة
نظرًا لتمدده الحراري العالي وميله إلى الزحف، قد يكون الحفاظ على تفاوتات أضيق من ±0.005 بوصة (±0.13 مم) أمرًا صعبًا.
بالنسبة للعديد من التطبيقات، تسمح مرونة PTFE الطبيعية بالتكيف مع الأجزاء المقابلة، مما يجعل التفاوتات الضيقة للغاية غير ضرورية. صمم مع وضع خصائصه في الاعتبار بدلاً من إجباره على التصرف مثل المعدن.
تراكم الحرارة هو العدو الأساسي
يمكن تتبع كل مشكلة تقريبًا في تشغيل PTFE - من التشطيب السطحي الرديء إلى عدم الدقة الأبعاد - إلى الحرارة المفرطة. إذا رأيت علامات ذوبان أو رقائق لزجة، فقم بتقليل سرعة القطع على الفور.
تشوه الجزء بسبب التثبيت
إذا كانت أجزائك النهائية خارج المواصفات، فتحقق من تثبيت العمل أولاً. الإفراط في إحكام ربط أداة التثبيت هو السبب الأكثر شيوعًا للتشوه والنتائج غير الدقيقة، حتى مع معلمات القطع المثالية.
اتخاذ القرار الصحيح لهدفك
قم بتكييف نهجك بناءً على المتطلبات المحددة للمكون الذي تنتجه.
- إذا كان تركيزك الأساسي هو الأجزاء ذات الأغراض العامة: ابدأ بمعلمات النطاق المتوسط الموصى بها وركز على استخدام أدوات حادة وضغط تثبيت خفيف للحصول على نتائج موثوقة ومتسقة.
- إذا كان تركيزك الأساسي هو المكونات عالية الدقة: ابدأ بسرعات قطع متحفظة لتقليل التمدد الحراري، واستخدم سائل تبريد إن أمكن، واسمح للمادة بالاستقرار في درجة حرارة الغرفة قبل إجراء التمريرات النهائية أو القياسات النهائية.
في نهاية المطاف، يعد تشغيل PTFE الناجح عملية دقيقة، تتطلب منك العمل مع خصائص المادة، وليس ضدها.
جدول الملخص:
| المعلمة | النطاق الموصى به (متري) | النطاق الموصى به (إمبراطوري) | الاعتبار الرئيسي |
|---|---|---|---|
| سرعة القطع | 200–500 م/دقيقة | 656–1640 قدم/دقيقة | يمنع الحرارة الاحتكاكية المفرطة والذوبان. |
| معدل التغذية | 0.1–0.2 مم/دورة | 0.004–0.008 بوصة/دورة | يضمن إزالة المواد باستمرار لتجنب الاحتكاك والتمزق. |
| عمق القطع | 0.5–1.5 مم | 0.02–0.06 بوصة | يقلل من قوى القطع لمنع تشوه الجزء. |
هل تحتاج إلى مكونات PTFE مشغولة بدقة؟
إتقان التوازن الدقيق لتشغيل PTFE هو تخصصنا في KINTEK. نحن نتفهم الأهمية الحاسمة للأدوات الحادة، والحد الأدنى من ضغط التثبيت، والمعلمات الدقيقة للتغلب على التمدد الحراري ونعومة PTFE.
نقوم بتصنيع مكونات PTFE عالية الجودة - بما في ذلك الأختام والبطانات وأدوات المختبر المخصصة - لقطاعات أشباه الموصلات والطب والمختبرات والصناعة. سواء كنت بحاجة إلى نماذج أولية أو إنتاج بكميات كبيرة، فإن خبرتنا تضمن أن أجزائك تلبي المواصفات الدقيقة مع استقرار أبعادي فائق.
دعنا نضع خبرتنا في الإنتاج الدقيق والتصنيع المخصص في العمل من أجلك. اتصل بـ KINTEK اليوم لمناقشة متطلبات مشروعك!
دليل مرئي
المنتجات ذات الصلة
- نظام ترشيح مخصص من PTFE مقاوم للأحماض عالي النقاء لمعالجة المواد الكيميائية بدرجة أشباه الموصلات
- صنبور PTFE عالي المقاومة للتآكل من مادة البوليتترافلوورإيثيلين لأبراج التخزين الكيميائية وأنظمة نقل السوائل، صناعي قابل للتخصيص
- نظام ترشيح بالتفريغ من مادة PTFE PFA مقاوم للتآكل قابل للتخصيص جهاز مخبري مقاوم للكسر
- مرشح مقاوم للتآكل من مادة PTFE مع وصلات صمامات PFA وصفيحة غربال مدمجة
- حقنة PTFE سعة 50 مل مقاومة للمواد الكيميائية ودرجات الحرارة العالية، محقن تفلون مخصص بخيط مانع للتسرب للتحليل النزري
يسأل الناس أيضًا
- ما الذي يجعل أنظمة ترشيح PTFE مفيدة للاستخدام الصناعي والعلمي؟ ثبات كيميائي وحراري لا مثيل له
- لماذا تُفضل مرشحات البولي تيترافلورو إيثيلين (PTFE) للتطبيقات الصيدلانية ومعالجة العمليات الحيوية في المختبرات؟
- ما هي الخطوات المتبعة في اختيار مرشح PTFE المناسب؟ دليل من 4 خطوات للترشيح الأمثل
- ما هي التطبيقات الصناعية الشائعة لفلاتر PTFE؟ إتقان الترشيح الحرج في الصناعات المتطلبة
- كيف تفيد كراهية الماء (hydrophobicity) لفلاتر PTFE في استخدامها؟ ضمان تدفق غازي لا ينقطع وترشيح المذيبات



















