الأساليب الأساسية لتشغيل الحاسوب الرقمي للتفلون هي التشغيل بالقطع (CNC milling)، والخرط (CNC turning)، والتشغيل المتقدم متعدد المحاور. تستخدم هذه العمليات الطرحية أدوات يتم التحكم فيها بواسطة الكمبيوتر لإزالة المادة بدقة من كتلة صلبة من التفلون (PTFE)، وتشكيلها إلى جزء نهائي. يعتمد الاختيار بينها كليًا على هندسة الجزء وتعقيده.
في حين أن عمليات التشغيل قياسية، فإن النجاح مع التفلون لا يتعلق بالآلة نفسها، بل بالاستراتيجية. إن خصائصه الفريدة - الليونة، والتمدد الحراري العالي، والميل لتكوين النتوءات (burrs) - تتطلب تقنيات محددة، وأدوات قطع حادة، وإدارة دقيقة للحرارة.

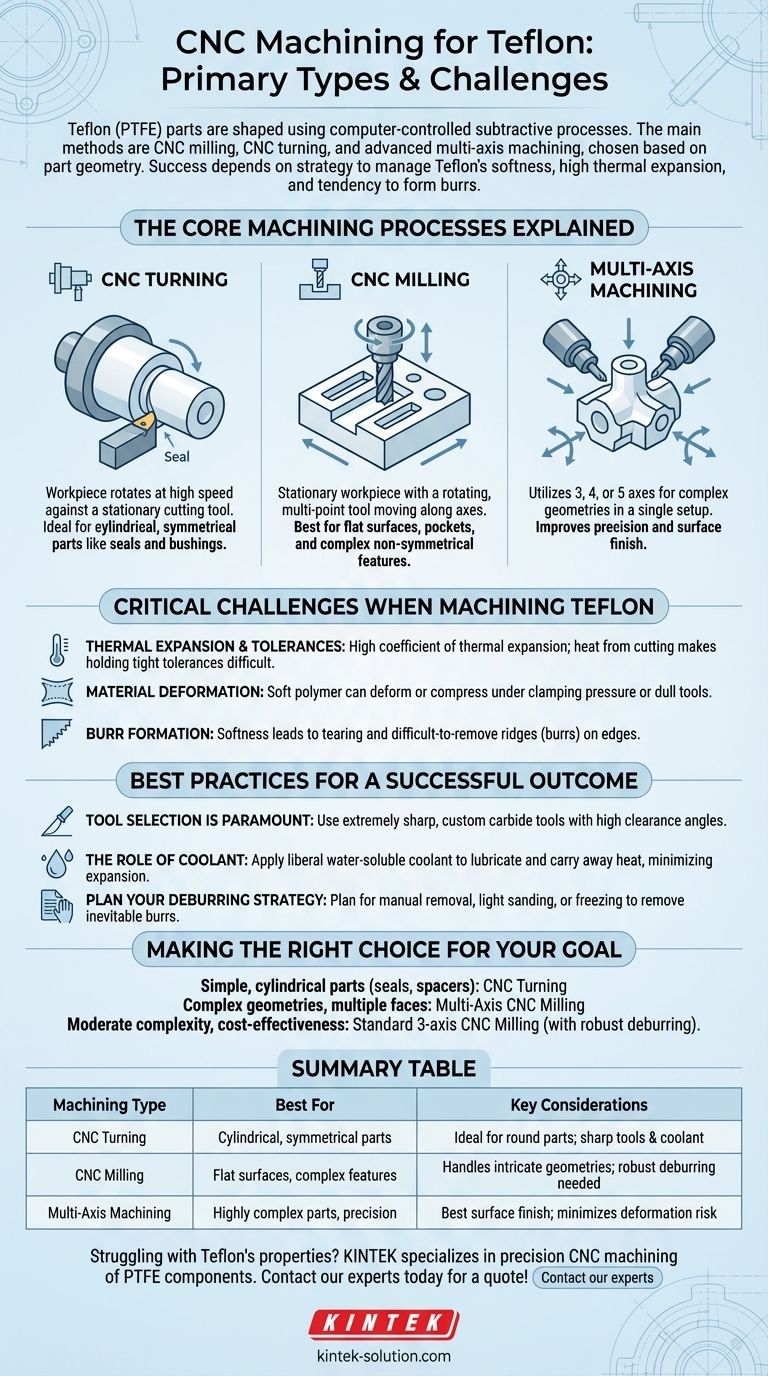
شرح عمليات التشغيل الأساسية
يعد فهم العمليات الأساسية هو الخطوة الأولى. تتلاعب كل طريقة إما بالأداة أو بقطعة العمل لتحقيق الشكل المطلوب.
الخرط باستخدام الحاسوب الرقمي (CNC Turning)
في الخرط باستخدام الحاسوب الرقمي، يتم تثبيت كتلة مادة التفلون على ظرف دوران وتدور بسرعة عالية. ثم يتم تحريك أداة قطع ثابتة على طول قطعة العمل الدوارة لإزالة المادة.
هذه الطريقة مثالية لإنشاء أجزاء أسطوانية أو مخروطية أو غيرها من الأجزاء الدائرية المتماثلة مثل موانع التسرب (seals)، والجلب (bushings)، والعوازل (insulators).
التشغيل بالقطع باستخدام الحاسوب الرقمي (CNC Milling)
في التشغيل بالقطع باستخدام الحاسوب الرقمي، تظل قطعة عمل التفلون ثابتة بينما تدور أداة القطع متعددة النقاط وتتحرك على محاور متعددة. يوجه كمبيوتر الآلة الأداة لقطع الأخاديد (slots)، والثقوب، والتشكيلات السطحية المعقدة.
التشغيل بالقطع هو الطريقة المفضلة لإنشاء أجزاء ذات أسطح مستوية، وتجاويف (pockets)، وميزات غير متماثلة معقدة.
التشغيل متعدد المحاور (Multi-Axis Machining)
التشغيل متعدد المحاور هو شكل متقدم من التشغيل بالقطع أو الخرط يستخدم 3 أو 4 أو 5 محاور حركة في وقت واحد. يتيح ذلك لأداة القطع الاقتراب من قطعة العمل من أي زاوية تقريبًا.
بالنسبة للتفلون، تعد آلات 5 محاور ذات قيمة خاصة. يمكنها إنتاج هندسات معقدة للغاية في إعداد واحد، مما يحسن الدقة، ويخلق تشطيبًا سطحيًا أفضل، ويقلل من خطر التشوه الناتج عن التثبيت المتكرر.
التحديات الحرجة عند تشغيل التفلون
التفلون ليس مادة متسامحة مثل الألومنيوم أو الفولاذ. إن خصائصه تمثل تحديات فريدة يجب توقعها وإدارتها لتجنب الأجزاء المرفوضة.
التمدد الحراري والتفاوتات
يحتوي التفلون على معامل تمدد حراري عالٍ جدًا. يمكن للحرارة المتولدة أثناء القطع أن تتسبب في تمدد المادة بشكل كبير، مما يجعل من الصعب للغاية الحفاظ على تفاوتات دقيقة.
تشوه المادة
باعتباره بوليمرًا ناعمًا، يمكن أن يتشوه التفلون أو ينضغط بسهولة تحت ضغط مشابك الآلة أو حتى أداة قطع باهتة. يمكن أن يؤدي هذا إلى عدم دقة الأبعاد في الجزء النهائي.
تكوّن النتوءات (Burr Formation)
أحد أكثر المشاكل شيوعًا هو تكوّن النتوءات (burrs)، وهي حواف رقيقة من المادة غير المرغوب فيها تبقى على حواف الجزء. إن نعومة التفلون تجعله عرضة للتمزق بدلاً من القص النظيف، مما يؤدي إلى نتوءات يصعب إزالتها.
أفضل الممارسات للحصول على نتيجة ناجحة
يتطلب التغلب على تحديات التفلون نهجًا محددًا يعطي الأولوية للبراعة على القوة.
اختيار الأداة أمر بالغ الأهمية
العامل الأهم الوحيد هو استخدام أدوات قطع حادة للغاية. غالبًا ما يوصى باستخدام أدوات الكربيد المخصصة ذات زوايا الخلوص العالية لضمان إجراء قص نظيف ومنع المادة من الاحتكاك أو الذوبان.
دور سائل التبريد
يعد تطبيق كمية وفيرة من سائل التبريد القابل للذوبان في الماء أمرًا ضروريًا. يخدم سائل التبريد غرضين: فهو يزيت القطع لتقليل الاحتكاك، والأهم من ذلك، أنه يحمل الحرارة لتقليل التمدد الحراري.
خطط لاستراتيجية إزالة النتوءات
يجب ألا تكون إزالة النتوءات فكرة لاحقة. نظرًا لأن النتوءات لا مفر منها تقريبًا، يجب عليك التخطيط لكيفية إزالتها. تشمل التقنيات الشائعة الإزالة اليدوية بشفرة حادة، أو الصنفرة الخفيفة، أو حتى تجميد الجزء لجعل النتوءات هشة وأسهل في الكسر.
اتخاذ الخيار الصحيح لهدفك
اختر عملية التشغيل الخاصة بك بناءً على المتطلبات المحددة لمكونك.
- إذا كان تركيزك الأساسي هو الأجزاء الأسطوانية البسيطة مثل موانع التسرب أو الفواصل: يعد الخرط باستخدام الحاسوب الرقمي (CNC turning) الطريقة الأكثر مباشرة وفعالية.
- إذا كان تركيزك الأساسي هو الهندسات المعقدة ذات الميزات على وجوه متعددة: يعد التشغيل بالقطع CNC متعدد المحاور ضروريًا لتحقيق دقة عالية وتشطيب سطحي فائق.
- إذا كان تركيزك الأساسي هو فعالية التكلفة للأجزاء ذات التعقيد المعتدل: يعد التشغيل بالقطع CNC ثلاثي المحاور خيارًا قادرًا، ولكن كن مستعدًا لعملية إزالة نتوءات قوية.
في نهاية المطاف، يأتي إتقان تشغيل التفلون من احترام السلوك الفريد للمادة وتكييف عمليتك وفقًا لذلك.
جدول ملخص:
| نوع التشغيل | الأفضل لـ | الاعتبارات الرئيسية |
|---|---|---|
| الخرط باستخدام الحاسوب الرقمي (CNC Turning) | الأجزاء الأسطوانية والمتماثلة (موانع التسرب، الجلب) | مثالي للأجزاء الدائرية؛ يتطلب أدوات حادة وسائل تبريد |
| التشغيل بالقطع باستخدام الحاسوب الرقمي (CNC Milling) | الأسطح المستوية، التجاويف، الميزات غير المتماثلة المعقدة | يتعامل مع الهندسات المعقدة؛ يتطلب إزالة نتوءات قوية |
| التشغيل متعدد المحاور | الأجزاء المعقدة للغاية التي تتطلب دقة في إعداد واحد | أفضل تشطيب سطحي؛ يقلل من خطر التشوه |
هل تعاني من ليونة التفلون، أو تمدده الحراري، أو النتوءات؟ تتخصص KINTEK في التشغيل الدقيق باستخدام الحاسوب الرقمي لمكونات PTFE للتطبيقات في أشباه الموصلات، والطب، والمختبرات، والصناعة. تضمن خبرتنا في الأدوات المخصصة، وإدارة الحرارة، وإزالة النتوءات أن تلبي أجزاؤك المواصفات الدقيقة - من النماذج الأولية إلى الطلبات عالية الحجم. اتصل بخبرائنا اليوم لمناقشة مشروعك والحصول على عرض أسعار!
دليل مرئي
المنتجات ذات الصلة
- أجهزة معملية مخصصة من PTFE مقاومة للتآكل وخلايا تفاعل منخفضة الخلفية تصنيع دقيق باستخدام CNC
- كاشطات ومجارف PTFE القابلة للتخصيص للتطبيقات المطلوبة
- مُصنع قطع غيار تفلون PTFE المقولبة المشكّلة آليًا والمخصصة للمختبر سلة زهور تنظيف الزجاج الموصلة ITO FTO
- الشركة المصنعة لأجزاء PTFE المخصصة لأجزاء التفلون وملاقط PTFE
- جهاز تقطيع وتقسيم متساوي لأغشية PTFE المربعة عالية النقاء لمراكز التحليل النزري ومكافحة الأمراض - نظيف، غير لاصق، لا يطلق مواد
يسأل الناس أيضًا
- كيف يقلل PTFE من تلوث العينة؟ ضمان نقاء لا مثيل له للتحاليل الحرجة
- ما هو نطاق درجة الحرارة التشغيلية لأدوات المختبر المصنوعة من PTFE؟ إتقان الحدود الحرارية من -200 درجة مئوية إلى +260 درجة مئوية
- ما هي خصائص المقاومة الكيميائية الأساسية لأدوات مختبر PTFE؟ نقاء وخمول لا مثيل لهما
- ما هو نطاق التوافق الكيميائي لأجهزة المختبر المصنوعة من مادة البوليتترافلوورإيثيلين (PTFE)؟ استكشف المقاومة الكيميائية شبه العالمية لهذه المادة.
- ما هي خيارات التخصيص المتاحة لمواد PTFE؟ صمم الأداء ليناسب تطبيقك



















