إن تصنيع زعنفة PTFE هو في الأساس عملية نحت دقيق، وليس صبًا. تنشأ التحديات الرئيسية لأن بولي تترافلورو إيثيلين (PTFE) لا يمكن معالجته بالصهر مثل المواد البلاستيكية الشائعة. يجبر هذا كل زعنفة على أن يتم تشغيلها آليًا بشكل فردي من كتلة صلبة، وهي مهمة تستغرق وقتًا طويلاً ومعقدة وتتطلب معدات متخصصة وخبرة عميقة في علوم البوليمرات.
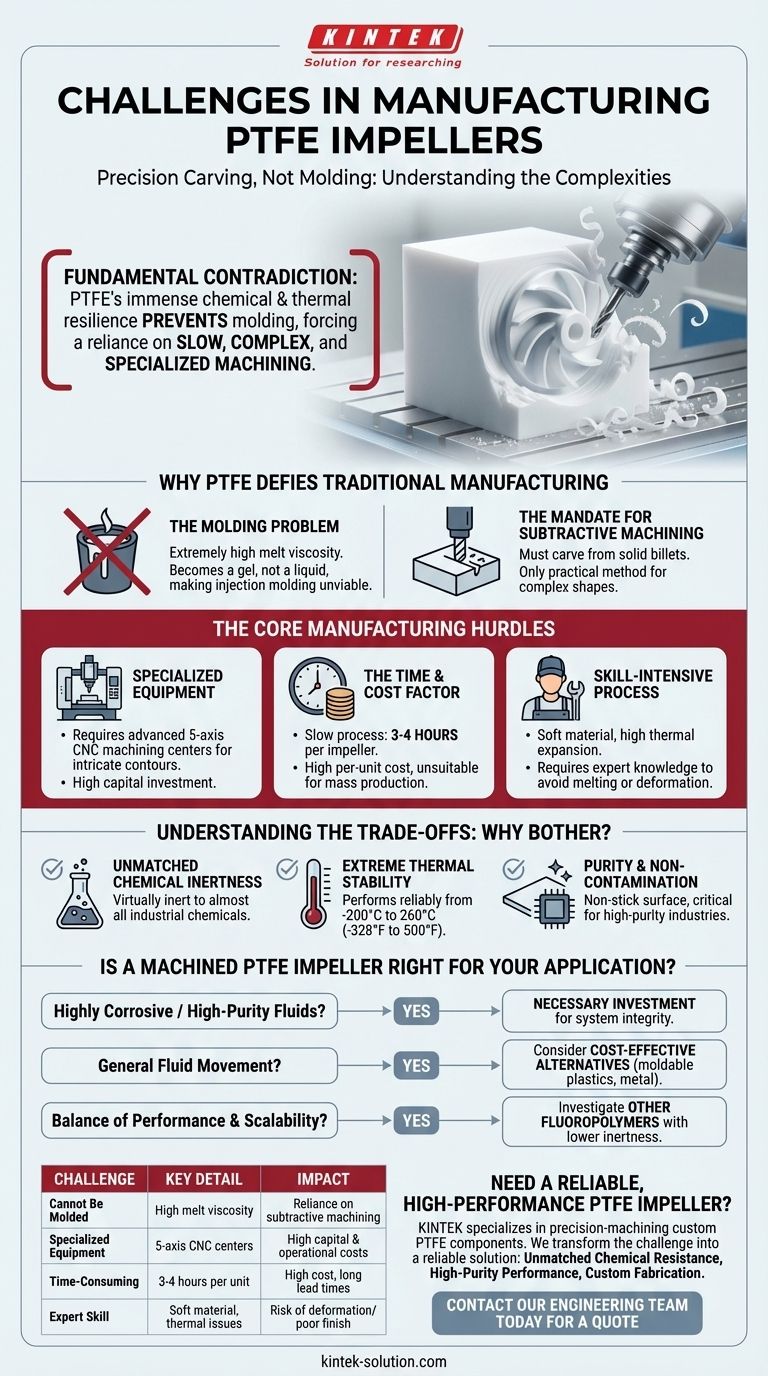
يكمن التحدي الأساسي في تصنيع زعانف PTFE في تناقض أساسي: إن المقاومة الكيميائية والحرارية الهائلة للمادة تمنع صبها، مما يجبر على الاعتماد على عمليات التشغيل الآلي البطيئة والمعقدة والمتخصصة للغاية.

لماذا يتحدى PTFE طرق التصنيع التقليدية
لفهم العقبات التصنيعية، يجب علينا أولاً فهم الطبيعة الفريدة للمادة نفسها. على عكس معظم المواد البلاستيكية الحرارية، لا يتحول PTFE إلى حالة سائلة قابلة للاستخدام عند تسخينه.
مشكلة الصب
يتمتع PTFE بلزوجة انصهار عالية للغاية. عند تسخينه إلى درجة انصهاره، فإنه لا يتدفق بل يصبح مادة هلامية شبه شفافة.
هذا السلوك يجعل طرق التصنيع التقليدية مثل القولبة بالحقن غير قابلة للتطبيق على الإطلاق، حيث لا يمكن إجبار المادة على الدخول في تجاويف القالب المعقدة.
التفويض بالتشغيل الآلي الطارح (Subtractive Machining)
نظرًا لأن الصب ليس خيارًا، فإن الطريقة العملية الوحيدة لإنشاء شكل معقد مثل الزعنفة هي التصنيع بالطرح (Subtractive Manufacturing).
يتضمن ذلك البدء بكتلة صلبة من PTFE وقطع المادة بشكل منهجي للكشف عن الشكل النهائي. هذه الحقيقة هي مصدر جميع التحديات اللاحقة.
العقبات التصنيعية الأساسية
إن تشغيل زعنفة من كتلة صلبة يفرض تعقيدات كبيرة من حيث المعدات والوقت ومجموعة المهارات المطلوبة.
الحاجة إلى معدات متخصصة
لا يمكن إنتاج الهندسة المعقدة للزعنفة، بألواحها المنحنية ومحيطها المعقد، على آلات قياسية.
يتطلب التصنيع استخدام مراكز التشغيل الآلي المتقدمة باستخدام الحاسب الآلي خماسي المحاور. هذه المعدات باهظة الثمن في الشراء والتشغيل، وتمثل استثمارًا رأسماليًا كبيرًا.
عامل الوقت والتكلفة
عملية التشغيل الآلي ليست سريعة. قد تستغرق كل زعنفة فردية من 3 إلى 4 ساعات للتشغيل الآلي من كتلة صلبة.
تجعل طريقة الإنتاج البطيئة هذه، قطعة قطعة، زعانف PTFE باهظة الثمن بطبيعتها وغير مناسبة لسيناريوهات الإنتاج الضخم بكميات كبيرة.
عملية التشغيل الآلي كثيفة المهارة
من المعروف أن PTFE صعب التشغيل بشكل صحيح. إنها مادة ناعمة ذات معدل تمدد حراري عالٍ وموصلية حرارية منخفضة.
يتطلب المشغل معرفة خبيرة بكل من تقنيات التشغيل الآلي وخصائص البوليمرات. يمكن أن يؤدي استخدام سرعة أداة أو معدل تغذية خاطئين إلى ذوبان المادة أو تشوهها أو ينتج عنه تشطيب سطحي رديء، مما يجعل الجزء عديم الفائدة.
فهم المفاضلات: لماذا نهتم بـ PTFE؟
نظرًا لتحديات التصنيع الكبيرة هذه، فإن قرار استخدام PTFE مدفوع دائمًا بالمتطلبات القصوى للتطبيق، حيث لا يكفي أي مادة أخرى.
خمول كيميائي لا مثيل له
PTFE خامل تقريبًا لجميع المواد الكيميائية والمذيبات الصناعية. هذا يجعله الخيار الوحيد القابل للتطبيق للزعانف التي يجب أن تتعامل مع السوائل المسببة للتآكل أو العدوانية للغاية دون أن تتدهور.
استقرار حراري فائق
تحافظ المادة على خصائصها عبر نطاق واسع من درجات الحرارة، عادةً من -200 درجة مئوية إلى 260 درجة مئوية (-328 درجة فهرنهايت إلى 500 درجة فهرنهايت). يتيح لها هذا الأداء الموثوق به في التطبيقات التي تنطوي على برودة أو حرارة شديدة حيث تفشل البوليمرات الأخرى.
النقاء وعدم التلوث
يتميز PTFE بسطح غير لاصق ومنخفض الاحتكاك. هذا أمر بالغ الأهمية في الصناعات عالية النقاء مثل أشباه الموصلات والأدوية، لأنه يقلل من احتمالية تلوث السائل وتراكم الجزيئات على سطح الزعنفة.
هل زعنفة PTFE المشغولة آليًا مناسبة لتطبيقك؟
يتطلب اختيار هذا المكون الموازنة بين أدائه الذي لا مثيل له والقيود التصنيعية الكبيرة.
- إذا كان تركيزك الأساسي هو التعامل مع السوائل شديدة التآكل أو عالية النقاء: فإن التكلفة العالية ووقت الانتظار لزعنفة PTFE المشغولة آليًا هو استثمار ضروري لضمان سلامة النظام ومنع التلوث.
- إذا كان تركيزك الأساسي هو حركة السوائل العامة في بيئة غير عدوانية: ستكون الزعنفة التقليدية المصنوعة من بلاستيك قابل للصب (مثل البولي بروبيلين) أو المعدن حلاً أكثر فعالية من حيث التكلفة ومتاحًا بسهولة.
- إذا كان تركيزك الأساسي هو التوازن بين الأداء وقابلية التوسع: قد تحتاج إلى استكشاف بوليمرات الفلور البديلة، الأكثر سهولة في المعالجة، مع قبول أنها قد لا توفر الخمول المطلق لـ PTFE.
في نهاية المطاف، يعد اختيار زعنفة PTFE المشغولة آليًا قرارًا هندسيًا متعمدًا حيث تقبل تعقيدًا تصنيعيًا كبيرًا مقابل أداء مادي لا مثيل له.
جدول ملخص:
| التحدي | التفاصيل الرئيسية | التأثير |
|---|---|---|
| لا يمكن صبها | تمنع لزوجة انصهار PTFE العالية القولبة بالحقن. | تجبر على الاعتماد على التشغيل الآلي الطارح. |
| معدات متخصصة | يتطلب مراكز تشغيل آلي متقدمة باستخدام الحاسب الآلي خماسي المحاور. | استثمار رأسمالي وتشغيلي مرتفع. |
| عملية تستغرق وقتًا طويلاً | تستغرق كل زعنفة 3-4 ساعات للتشغيل الآلي. | ينتج عنه تكلفة وحدة عالية وأوقات انتظار أطول. |
| مهارة تشغيل آلي خبيرة | تتطلب المادة اللينة ذات التمدد الحراري العالي تحكمًا دقيقًا في الأداة. | خطر تشوه الجزء أو سوء التشطيب بدون معرفة خبير. |
هل تحتاج إلى زعنفة PTFE موثوقة وعالية الأداء؟
يتطلب التنقل في تعقيدات تشغيل PTFE شريكًا يتمتع بخبرة عميقة في كل من التصنيع المتقدم وعلوم البوليمرات. تتخصص KINTEK في التشغيل الآلي الدقيق لمكونات PTFE المخصصة، بما في ذلك الزعانف، لقطاعات أشباه الموصلات والطب والمختبرات والصناعة.
نحن نحول تحدي PTFE إلى حل موثوق لك، مما يضمن:
- مقاومة كيميائية لا مثيل لها للتعامل مع السوائل المسببة للتآكل.
- أداء عالي النقاء ضروري للتطبيقات الحساسة.
- تصنيع مخصص من النماذج الأولية إلى دفعات الإنتاج عالية الحجم.
دعنا نناقش متطلبات تطبيقك المحددة. اتصل بفريق الهندسة لدينا اليوم للحصول على عرض أسعار ومعرفة كيف يمكننا تقديم الدقة والأداء الذي يتطلبه مشروعك.
دليل مرئي
المنتجات ذات الصلة
- قرص تحريك توربين بتيفلون مقاوم للتآكل ومروحة تشتيت فلوربوليمر عالية الأداء للخلط الكيميائي الصناعي
- مضرب تحريك PTFE مقاوم للتآكل وقرص تشتيت بولي تترا فلورو إيثيلين قابل للتخصيص
- قرص تشتت PTFE من الدرجة الغذائية والتجميلية غير لاصق ومقاوم للتآكل مضرب خلط كبير قابل للتخصيص
- قرص تشتت PTFE عالي النقاء لمعالجة الأطعمة ومستحضرات التجميل، مجرفة تحريك كبيرة مقاومة للتآكل غير لاصقة، مروحة فلوربوليمر قابلة للتخصيص
- قرص تشتت مادة البولي تترافلوoroإيثيلين (PTFE) عالي النقاء ومقاوم للتآكل ومضرب تقليب خامل للخلط في الصناعات الغذائية والصيدلانية ومستحضرات التجميل
يسأل الناس أيضًا
- كيف تعمل دوارات البولي تيترافلورو إيثيلين (PTFE) على تعزيز الكفاءة؟ أقصى عمر تشغيلي للمضخة وأداء منخفض الاحتكاك
- لماذا هناك حاجة إلى معدات متخصصة لتصنيع دافعات PTFE؟ التشغيل الآلي الدقيق للأداء الحاسم
- ما هي التطبيقات الصناعية الرئيسية للمحركات الدافعة المصنوعة من PTFE؟ التعامل مع العمليات المسببة للتآكل وعمليات النقاء العالي
- كيف يفيد معامل الاحتكاك المنخفض لمادة PTFE أداء المروحة الدافعة؟ تعزيز الكفاءة والعمر الافتراضي
- كيف تقارن المدافيع المصنوعة من PTFE بمواد المدافيع التقليدية؟ تعظيم الكفاءة في التطبيقات المسببة للتآكل