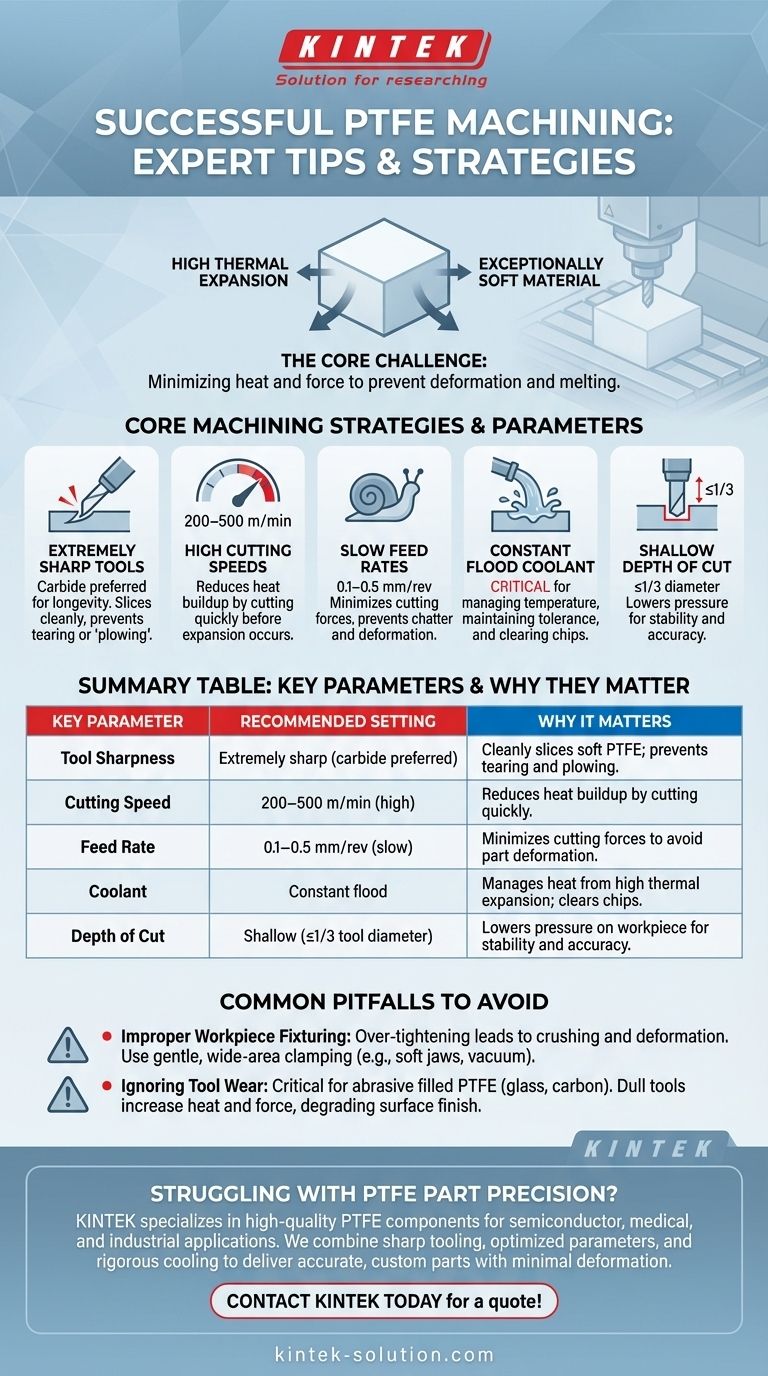
لتشغيل مادة PTFE بنجاح، يجب عليك استخدام أدوات حادة للغاية، وسرعات قطع عالية، ومعدلات تغذية بطيئة، وعمق قطع ضحل. نظرًا لأن مادة PTFE ناعمة وتتمدد بشكل كبير مع الحرارة، فإن تطبيق تدفق مستمر من سائل التبريد أمر بالغ الأهمية لإدارة درجة الحرارة، ومنع التشوه، وتحقيق تفاوتات أبعاد دقيقة.
التحدي الأساسي في تشغيل مادة PTFE ليس صلابتها، بل نعومتها، وقوتها المنخفضة، وتمددها الحراري العالي. يعتمد النجاح كليًا على تقليل قوى القطع وتراكم الحرارة لمنع المادة من التشوه أو الذوبان أثناء العملية.

التحديات الفريدة لتشغيل مادة PTFE
البولي تترافلورو إيثيلين (PTFE)، المعروف غالبًا بالاسم التجاري تفلون، يقدم مجموعة فريدة من تحديات التشغيل. فهم هذه الخصائص هو الخطوة الأولى نحو إنتاج أجزاء دقيقة.
إدارة النعومة والتشوه
مادة PTFE هي مادة ناعمة بشكل استثنائي. هذا يعني أنه يمكن ضغطها أو تشويهها بسهولة بواسطة أدوات القطع الباهتة أو ضغط التثبيت المفرط من التركيبات.
بدلاً من القطع النظيف، يمكن دفع المادة أو "حرثها" بواسطة أداة ليست حادة بما فيه الكفاية، مما يؤدي إلى سوء التشطيب السطحي وعدم الدقة الأبعاد.
معامل التمدد الحراري العالي
تتمدد وتنكمش مادة PTFE مع تغيرات درجة الحرارة أكثر بكثير من المعادن أو حتى العديد من المواد البلاستيكية الأخرى.
حتى كمية صغيرة من الحرارة المتولدة من عملية القطع يمكن أن تتسبب في تمدد قطعة العمل، مما يؤدي إلى انحراف الأبعاد الحرجة. عندما تبرد القطعة، ستكون أصغر من المقصود، مما يجعل التحكم في التفاوتات مصدر قلق رئيسي.
تأثير الحشوات (الزجاج، الكربون، الجرافيت)
لتحسين خصائصها الميكانيكية، غالبًا ما يتم مزج مادة PTFE مع حشوات مثل الزجاج أو الكربون أو الجرافيت. توفر هذه مركبات PTFE مقاومة أفضل للتآكل، واستقرارًا أكبر، وتشوهًا أقل تحت الحمل.
ومع ذلك، فإن هذه الحشوات تجعل المادة أيضًا أكثر كشطًا بشكل ملحوظ. سيؤدي تشغيل مادة PTFE المحشوة إلى تآكل سريع للأداة، مما يتطلب أدوات قطع أكثر صلابة ومتانة للحفاظ على الحدة والدقة.
استراتيجيات ومعايير التشغيل الأساسية
يتطلب تحقيق نتيجة عالية الجودة باستخدام مادة PTFE نهجًا مدروسًا يتصدى مباشرة لخصائصها الطبيعية.
اختيار الأداة أمر بالغ الأهمية
يجب أن تكون أدوات القطع الخاصة بك حادة للغاية. تقطع الحافة الحادة المادة الناعمة بشكل نظيف، بينما تمزق الحافة الباهتة المادة.
بالنسبة لمادة PTFE البكر، يمكن أن تعمل أدوات الفولاذ عالي السرعة (HSS)، ولكن الأدوات ذات الرؤوس الكربيدية هي خيار أفضل لطول العمر والحدة. بالنسبة لدرجات PTFE المحشوة الكاشطة، يعتبر الكربيد ضروريًا لمقاومة التآكل.
تحسين السرعات والتغذيات
القاعدة العامة لـ PTFE هي سرعة عالية، تغذية منخفضة.
- سرعات القطع: حافظ على سرعات قطع عالية، تتراوح عادة بين 200 إلى 500 متر/دقيقة (حتى 1000 متر/دقيقة في بعض الحالات). يسمح ذلك للأداة بقطع المادة قبل أن تتراكم حرارة كبيرة.
- معدلات التغذية: استخدم معدلات تغذية أبطأ، حوالي 0.1 إلى 0.5 مم/دورة. تقلل التغذية البطيئة من قوى القطع المؤثرة على المادة، مما يمنعها من الاهتزاز أو التشوه.
دور سائل التبريد
إمداد ثابت ووفير من سائل التبريد أمر غير قابل للتفاوض. يخدم سائل التبريد وظيفتين أساسيتين.
أولاً، يدير الحرارة عند نقطة القطع، مما يمنع التمدد الحراري ويحافظ على الدقة الأبعاد. ثانيًا، يساعد على إزالة الرقائق، والتي يمكن أن تصبح لزجة وتلتف حول الأداة.
التحكم في عمق القطع
استخدم عمق قطع ضحل. إرشادي جيد هو عدم تجاوز ثلث قطر أداة القطع.
يقلل هذا من الضغط على قطعة العمل، مما يقلل بشكل أكبر من خطر التشوه واهتزاز الأداة، وهو أمر شائع مع المواد اللينة.
المزالق الشائعة التي يجب تجنبها
النجاح مع مادة PTFE غالبًا ما يتعلق بتجنب الأخطاء الشائعة المتعلقة بخصائصها الفريدة.
تثبيت قطعة العمل بشكل غير صحيح
يمكن أن يؤدي شد الملازم أو المشابك بشكل مفرط إلى سحق أو تشويه قطعة PTFE بسهولة قبل إجراء القطع الأول.
استخدم تركيبات توزع قوة التثبيت على مساحة سطح واسعة، مثل الفكوك الناعمة أو تركيبات التفريغ، لتثبيت قطعة العمل بإحكام دون تشويه.
تجاهل تآكل الأداة
هذا أمر بالغ الأهمية بشكل خاص مع مادة PTFE المحشوة. عندما تصبح الأداة باهتة بسبب الحشوات الكاشطة، تزداد قوى القطع، وتتراكم الحرارة، ويتدهور التشطيب السطحي بسرعة.
افحص أدواتك بانتظام للتأكد من حدتها واستبدلها قبل أن تسبب مشاكل. الأداة الحادة هي أهم أصولك.
اتخاذ الخيار الصحيح لهدفك
يجب أن يكون نهجك مصممًا خصيصًا لدرجة PTFE المحددة التي تعمل بها والدقة التي يتطلبها الجزء النهائي.
- إذا كان تركيزك الأساسي هو تشغيل مادة PTFE البكر (غير المحشوة): أعط الأولوية للأدوات الحادة للغاية والتبريد القوي لإدارة نعومتها وتمددها الحراري العالي.
- إذا كان تركيزك الأساسي هو تشغيل مادة PTFE المحشوة (الزجاج، الكربون): استخدم أدوات كربيدية صلبة ومقاومة للتآكل وراقبها عن كثب للتأكد من عدم بهتانها بسبب الحشوات الكاشطة.
- إذا كان تركيزك الأساسي هو تحقيق تفاوتات عالية الدقة: ركز على استقرار العملية قبل كل شيء - التثبيت الآمن ولكن اللطيف، وتدفق سائل التبريد المتسق، والسرعات والتغذيات المضبوطة بدقة هي أمور أساسية.
من خلال احترام الخصائص الفريدة للمادة، يمكنك إنتاج مكونات PTFE دقيقة وعالية الجودة بشكل موثوق.
جدول الملخص:
| المعلمة الرئيسية | الإعداد الموصى به | لماذا يهم |
|---|---|---|
| حدة الأداة | حادة للغاية (يفضل الكربيد) | تقطع مادة PTFE الناعمة بشكل نظيف؛ تمنع التمزق والحراثة. |
| سرعة القطع | 200-500 متر/دقيقة (عالية) | يقلل من تراكم الحرارة عن طريق القطع بسرعة. |
| معدل التغذية | 0.1-0.5 مم/دورة (بطيء) | يقلل من قوى القطع لتجنب تشوه الجزء. |
| سائل التبريد | تدفق مستمر | يدير الحرارة الناتجة عن التمدد الحراري العالي؛ يزيل الرقائق. |
| عمق القطع | ضحل (≤1/3 قطر الأداة) | يقلل الضغط على قطعة العمل لتحقيق الاستقرار والدقة. |
هل تواجه صعوبة في دقة أجزاء PTFE؟ تتخصص KINTEK في تشغيل مكونات PTFE عالية الجودة (أختام، بطانات، أدوات معملية) لتطبيقات أشباه الموصلات، والطبية، والصناعية. نحن نجمع بين الأدوات الحادة، والمعلمات المحسنة، والتبريد الصارم لتقديم أجزاء مخصصة - من النماذج الأولية إلى الطلبات ذات الحجم الكبير - بتفاوتات دقيقة وأقل تشوه. دع خبرتنا تحل تحدياتك مع PTFE. اتصل بـ KINTEK اليوم للحصول على عرض أسعار!
دليل مرئي
المنتجات ذات الصلة
- خلية عينة مخروطية من بولي تيترا فلورو إيثيلين (PTFE) مصنعة حسب الطلب ومقاومة للتآكل، حاوية فلوروبوليمر مثلثة للتحليل الدقيق
- مجموعة تحكم في السوائل مقاومة للتآكل مع قمع تسقط ثابت الضغط من بولي تترا فلورو إيثيلين (PTFE) مخصص مع توافق مع سدادة التحويل
- قرص تشتيت PTFE مقاوم للتآكل ومراوح خلط دوارة عالية الحرارة للخلط الكيميائي في المختبرات
- قمع فصل ضغط ثابت مخصص من مادة PTFE مقاوم للتآكل منخفض الخلفية للأدوات المخبرية لقوارير PFA
- كاشطات ومجارف PTFE القابلة للتخصيص للتطبيقات المطلوبة
يسأل الناس أيضًا
- ما هي خيارات التخصيص المتاحة لمواد PTFE؟ صمم الأداء ليناسب تطبيقك
- هل يمكن تخصيص أجزاء PTFE وفقًا لمتطلبات محددة؟ تحقيق مكونات PTFE مخصصة بدقة
- ما هي بعض التطبيقات الشائعة لمادة PTFE المصنعة آليًا؟ استغل خصائصها الفريدة للتطبيقات الصعبة
- ما هي المزايا الرئيسية لاستخدام PTFE في الأجزاء المخصصة؟ حل تحديات الهندسة المعقدة
- لماذا يحظى البولي تترافلورو إيثيلين (PTFE) المُشَكَّل بشعبية في المجال الطبي؟ توافق حيوي ودقة لا مثيل لهما



















