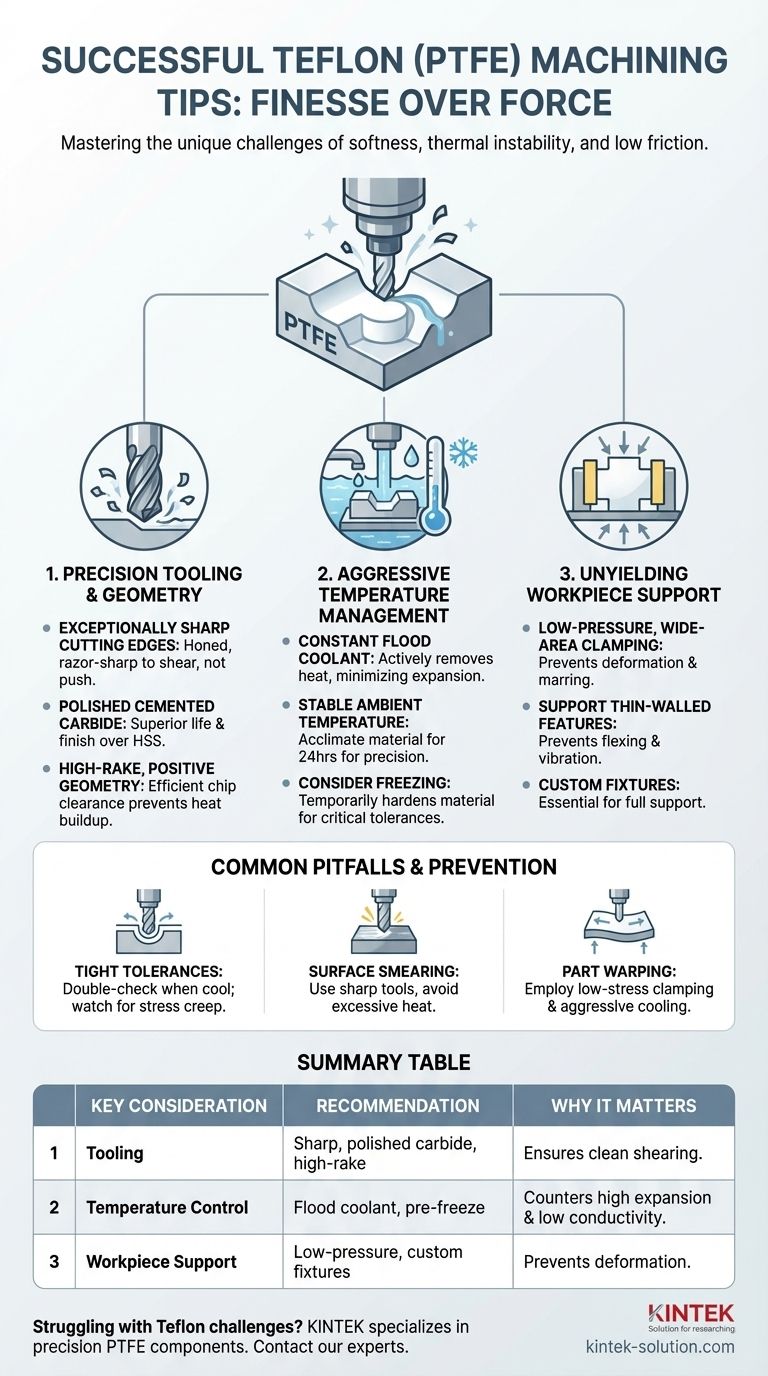
للتشغيل الآلي الناجح للتفلون (PTFE)، يجب عليك التركيز على ثلاثة مجالات حاسمة: استخدام أدوات كربيد حادة للغاية ومصقولة ذات هندسة تعزز إخلاء الرقائق، وإدارة درجة الحرارة بقوة باستخدام مواد التبريد أو حتى عن طريق تجميد المادة، وتوفير دعم قوي لقطعة العمل لمنع المادة اللينة من التشوه تحت الضغط. تتحدى هذه التقنيات بشكل مباشر ليونة التفلون المتأصلة، والتوصيل الحراري المنخفض، ومعدل التمدد الحراري المرتفع.
التحدي الأساسي في تشغيل التفلون آليًا ليس صلابته، بل مزيجه الفريد من الليونة وعدم الاستقرار الحراري والاحتكاك المنخفض. يتطلب النجاح استراتيجية تعتمد على الدقة بدلاً من القوة، مع التركيز بالكامل على إدارة تراكم الحرارة ومنع التشوه المادي في كل مرحلة من مراحل العملية.

لماذا يعتبر تشغيل التفلون آليًا تحديًا فريدًا
قبل تطبيق تقنيات محددة، من الضروري فهم خصائص المادة التي تملي استراتيجية التشغيل الآلي بأكملها. إن الخصائص الأكثر قيمة للتفلون لتطبيقه النهائي هي نفسها التي تجعل معالجته بدقة صعبة.
مشكلة الليونة
التفلون مادة لينة بشكل استثنائي. هذا يعني أن لديه ميلًا قويًا للانضغاط أو التشوه أو التلطيخ تحت ضغط الأداة بدلاً من القطع بنظافة.
يتطلب هذا حواف قطع حادة للغاية واستراتيجية تثبيت تدعم الجزء بأكمله، مما يمنعه من الانثناء بعيدًا عن الأداة.
مشكلة التمدد الحراري
يحتوي التفلون على معامل تمدد حراري عالٍ جدًا. حتى الزيادة الطفيفة في درجة الحرارة الناتجة عن احتكاك القطع ستؤدي إلى تمدد المادة بشكل كبير.
يمكن أن يؤدي هذا التمدد إلى إتلاف الدقة الأبعاد، مما يجعل من المستحيل الحفاظ على تفاوتات ضيقة إذا لم تتم إدارة الحرارة بنشاط. إنه السبب الرئيسي لكون سائل التبريد ليس مجرد موصى به، بل ضروري.
مشكلة التوصيل الحراري المنخفض
مما يزيد من مشكلة التمدد، التفلون عازل ممتاز. لا يشتت الحرارة جيدًا.
هذا يعني أن أي حرارة يولدها أداة القطع تبقى مركزة عند نقطة القطع، مما يؤدي بسرعة إلى تمدد المادة وتلطيخها واحتمال ذوبانها.
أركان التشغيل الآلي الناجح للتفلون
يعتمد النهج الناجح على التحكم في عوامل الأدوات ودرجة الحرارة والدعم. سيؤدي ترك أي من هذه العوامل خاطئًا إلى المساس بالجزء النهائي.
اختيار الأداة وهندستها
الأداة المناسبة هي العامل الأكثر أهمية في تحقيق قطع نظيف بدلاً من فوضى ملطخة.
استخدم حواف قطع حادة للغاية. حافة مشحوذة وحادة كالشفرة ضرورية. أي تبلد سيجعل الأداة تدفع المادة وتلطخها بدلاً من قصها.
اختر أدوات الكربيد الملبد. في حين أن الفولاذ عالي السرعة (HSS) الحاد يمكن أن يعمل، فإن أدوات الكربيد الملبد المصقولة توفر عمرًا أفضل وتشطيبًا سطحيًا.
تأكد من وجود هندسة موجبة وميل عالٍ. يجب تصميم الأداة لرفع وإخلاء الرقائق بعيدًا عن قطعة العمل بكفاءة. يؤدي ضعف خلوص الرقائق إلى تراكم الحرارة وتلف السطح.
إدارة درجة الحرارة بقوة
التحكم في درجة حرارة الجزء هو التحكم في أبعاده. لا يمكن المبالغة في هذا الأمر.
استخدم تدفقًا ثابتًا لسائل التبريد. سوائل التبريد القابلة للذوبان في الماء ممتازة لإزالة الحرارة بنشاط من منطقة القطع، مما يقلل من التمدد الحراري.
حافظ على درجة حرارة محيطة مستقرة. بالنسبة للوظائف عالية الدقة، اسمح للمادة بالتكيف مع درجة حرارة المتجر لمدة 24 ساعة قبل التشغيل الآلي لضمان نقطة بداية مستقرة.
فكر في تجميد المادة. بالنسبة لأدق التفاوتات، فإن تجميد PTFE مؤقتًا يجعله أكثر صلابة وصلابة. هذا يقلل بشكل كبير من التشوه والآثار الحرارية، مما يسمح بقطع أكثر دقة.
دعم قطعة العمل الذي لا يتزعزع
نظرًا لأن التفلون ناعم جدًا، فإنه يتشوه بسهولة تحت ضغط التثبيت أو قوة القطع نفسها.
استخدم ضغط تثبيت منخفضًا عبر مساحة سطح واسعة. تجنب الفكوك الحادة التي يمكن أن تشوه المادة أو تترك علامات عليها. تعتبر الفكوك اللينة المخصصة أو التركيبات التي تدعم الجزء بالكامل مثالية.
ادعم الميزات الرقيقة الجدران أو الدقيقة. تأكد من دعم المادة الموجودة مباشرة خلف المنطقة التي يتم قطعها بالكامل لمنعها من الانثناء أو الاهتزاز.
فهم المخاطر الشائعة
حتى مع الاستراتيجية الصحيحة، فإن بعض التحديات متأصلة في العمل مع PTFE. إن التعرف عليها هو المفتاح لاستكشاف الأخطاء وإصلاحها والوقاية منها.
تحدي التفاوتات الضيقة
من الصعب الحفاظ على تفاوتات ضيقة بسبب الآثار المشتركة للتمدد الحراري وزحف الإجهاد - ميل المادة إلى التشوه ببطء بمرور الوقت عند تعرضها للضغط.
تحقق دائمًا مرة أخرى من الأبعاد بعد أن يبرد الجزء إلى درجة حرارة الغرفة، وكن على دراية بأنه قد يحدث تحرك بعد التشغيل الآلي.
تجنب تلطيخ السطح والنتوءات
التلطيخ هو علامة على أن المادة تذوب أو يتم دفعها بواسطة الأداة بدلاً من قطعها. غالبًا ما يكون سببه أداة باهتة، أو حرارة زائدة، أو معدلات تغذية غير صحيحة.
وبالمثل، لا ينتج التفلون "رقاقة" تقليدية بل نفايات مستمرة ولزجة. الأدوات الحادة والهندسة الصحيحة ضرورية لقص هذه المادة بنظافة ومنع النتوءات الكبيرة.
التخفيف من التواء الجزء
يمكن أن يحدث التواء أثناء التشغيل الآلي وبعده. وعادة ما يكون سببه إطلاق الإجهادات الداخلية في المادة أو بسبب الحرارة المفرطة وقوة التثبيت.
يعد استخدام طرق التثبيت منخفضة الإجهاد والتبريد القوي أفضل طريقة لمنع الجزء من تغيير شكله بشكل غير متوقع.
اتخاذ القرار الصحيح لهدفك
يجب أن تتكيف استراتيجية التشغيل الآلي الخاصة بك مع المتطلبات المحددة للجزء النهائي.
- إذا كان تركيزك الأساسي هو تحقيق أضيق التفاوتات: إعطاء الأولوية للتحكم الشديد في درجة الحرارة، بما في ذلك التبريد المسبق أو تجميد المادة قبل إجراء التمريرات النهائية.
- إذا كان تركيزك الأساسي هو أفضل تشطيب سطحي ممكن: ركز على استخدام أدوات كربيد مصقولة وحادة بشكل استثنائي وفكر في السفع بالخرز بعد التشغيل الآلي للحصول على تشطيب غير لامع موحد.
- إذا كان تركيزك الأساسي هو منع التشوه في الأجزاء الرقيقة الجدران: صمم تركيبات توفر دعمًا كاملاً لقطعة العمل واستخدم تدفقًا ثابتًا لسائل التبريد لمنع التواء الناتج عن الحرارة.
في نهاية المطاف، يأتي إتقان تشغيل التفلون آليًا من احترام الخصائص الفريدة للمادة وتكييف عمليتك لاستيعابها.
جدول ملخص:
| الاعتبار الرئيسي | التوصية | لماذا هو مهم |
|---|---|---|
| الأدوات | استخدم أدوات كربيد حادة ومصقولة ذات هندسة ميل عالية. | يضمن القص النظيف بدلاً من تلطيخ المادة اللينة. |
| التحكم في درجة الحرارة | استخدم سائل تبريد غزير أو قم بتجميد المادة مسبقًا. | لمواجهة التمدد الحراري العالي والتوصيل المنخفض للحفاظ على التفاوتات. |
| دعم قطعة العمل | استخدم تثبيتًا منخفض الضغط وواسع النطاق وتركيبات مخصصة. | يمنع تشوه PTFE اللين تحت قوى القطع أو التثبيت. |
هل تعاني من تحديات تشغيل التفلون آليًا مثل التلطيخ أو التواء أو الحفاظ على تفاوتات ضيقة؟ لست مضطرًا لذلك. في KINTEK، نحن متخصصون في التصنيع الدقيق لمكونات PTFE - من الأختام والبطانات المخصصة إلى الأدوات المخبرية المعقدة - لقطاعات أشباه الموصلات والطبية والصناعية. تضمن خبرتنا في الأدوات المتقدمة وإدارة درجات الحرارة أن يتم تشغيل أجزاء PTFE الخاصة بك وفقًا للمواصفات الدقيقة، في كل مرة.
دعنا نتعامل مع التعقيدات. اتصل بخبرائنا اليوم لمناقشة مشروعك، من النموذج الأولي إلى الإنتاج بكميات كبيرة.
دليل مرئي
المنتجات ذات الصلة
- خلية عينة مخروطية من بولي تيترا فلورو إيثيلين (PTFE) مصنعة حسب الطلب ومقاومة للتآكل، حاوية فلوروبوليمر مثلثة للتحليل الدقيق
- مُصنع قطع غيار تفلون PTFE المقولبة المشكّلة آليًا والمخصصة للمختبر سلة زهور تنظيف الزجاج الموصلة ITO FTO
- أجهزة معملية مخصصة من PTFE مقاومة للتآكل وخلايا تفاعل منخفضة الخلفية تصنيع دقيق باستخدام CNC
- الشركة المصنعة لأجزاء PTFE المخصصة لأجزاء التفلون وملاقط PTFE
- قاطع غشاء مرشح PTFE عالي النقاء بشفرة سيراميك لتحليل PM2.5 ومقسم ورق مرشح مخبري قابل للتخصيص
يسأل الناس أيضًا
- ما هي بعض التطبيقات الشائعة لمادة PTFE المصنعة آليًا؟ استغل خصائصها الفريدة للتطبيقات الصعبة
- ما هي مزايا تشغيل مادة PTFE مقارنة بالمواد الأخرى؟ افتح الأداء الفائق في البيئات القاسية
- ما الذي يجعل مادة PTFE المصنعة مناسبة للتطبيقات الصناعية؟ أداء لا مثيل له في الظروف القاسية
- هل يمكن تخصيص أجزاء PTFE المشغولة آليًا؟ تحقيق حلول دقيقة للتطبيقات الصعبة
- كيف يكون أداء حاويات البولي تترافلوروإيثيلين (PTFE) فيما يتعلق بنفاذية الغاز؟ رؤى الخبراء حول امتصاص المذيبات



















