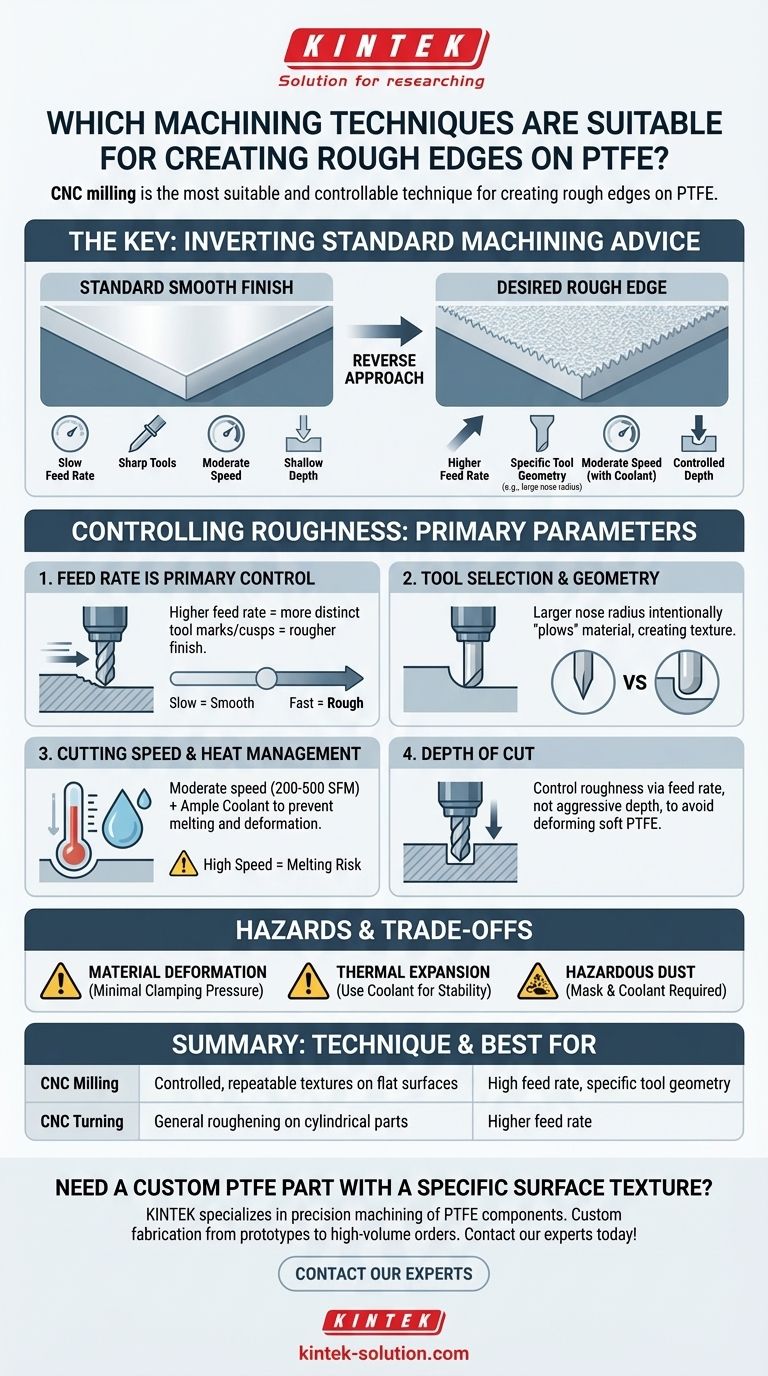
باختصار، يعد تفريز CNC هو التقنية الأنسب والأكثر قابلية للتحكم لإنشاء حواف خشنة على مادة PTFE. في حين يمكن استخدام طرق أخرى مثل الخراطة، يوفر التفريز مرونة فائقة لتوليد أنسجة سطح محددة وقابلة للتكرار من خلال التلاعب الدقيق بأدوات القطع ومعلمات القطع.
يكمن مفتاح تحقيق تشطيب خشن على مادة PTFE في عدم اختيار عملية تشغيل آلي فريدة، بل في تعديل معلمات التشغيل الآلي القياسية عن قصد - مثل معدل التغذية واختيار الأداة - للعمل ضد الهدف المعتاد المتمثل في الحصول على سطح أملس.

لماذا يجب عكس نصيحة التشغيل الآلي القياسية
بولي تترافلورو إيثيلين (PTFE) هو بوليمر ناعم وحساس للحرارة بشكل فريد. تركز معظم أدلة التشغيل الآلي على التغلب على هذه الخصائص لتحقيق تشطيب ناعم وتفاوتات دقيقة.
لإنشاء حافة خشنة، يجب عليك الاستفادة عمدًا من هذه الخصائص عن طريق تعديل النهج القياسي. يتطلب هذا توازنًا دقيقًا، حيث يمكن للتقنيات العدوانية أن تؤدي بسهولة إلى تشوه المادة أو انصهارها أو دقة أبعاد ضعيفة.
دور تفريز CNC
يستخدم تفريز CNC أداة قطع دوارة متعددة النقاط لإزالة المادة من قطعة العمل الثابتة. هذه الطريقة مثالية لإنشاء أنسجة لأنك تستطيع التحكم في مسار الأداة بدقة فائقة عبر السطح. يسمح لك بإنشاء كل شيء بدءًا من التشطيب الخشن الموحد إلى الأنسجة المعقدة والمنقوشة.
دور خراطة CNC
تُستخدم خراطة CNC في المقام الأول للأجزاء الأسطوانية. تتحرك أداة ذات نقطة واحدة على طول قطعة عمل دوارة. في حين أنه يمكن استخدامها لإنشاء تشطيب خشن (يظهر غالبًا كأخاديد دقيقة)، إلا أنها أقل تنوعًا من التفريز في توليد أنسجة معقدة أو غير منتظمة على الحواف المسطحة.
التحكم في الخشونة: معلمات التشغيل الآلي الرئيسية
إن تحقيق خشونة محددة هو دالة لكيفية تفاعل أداة القطع مع المادة. المعلمات التالية هي روافع التحكم الأساسية لديك.
H3: معدل التغذية هو تحكمك الأساسي
يؤثر معدل التغذية - مدى سرعة تحرك قطعة العمل بالنسبة لأداة القطع - التأثير الأكثر مباشرة على خشونة السطح.
للحصول على تشطيب ناعم، يستخدم المشغلون معدل تغذية بطيئًا. لتحقيق تشطيب أكثر خشونة، يجب عليك استخدام معدل تغذية أعلى. يتسبب هذا في ترك الأداة علامات أو "نتوءات" أكثر وضوحًا على سطح المادة مع كل تمريرة.
H3: اختيار الأداة وهندستها مهمان
تتطلب النصيحة القياسية أدوات حادة للغاية، غالبًا ما تكون مصنوعة من الفولاذ عالي السرعة (HSS) أو الكربيد، لقص المادة بنظافة.
لزيادة الخشونة، فكر في استخدام أداة ذات هندسة محددة، مثل نصف قطر أنف أكبر. يمكن لهذا أن "يجرف" المادة عمدًا إلى درجة صغيرة، مما يخلق تشطيبًا أكثر نسيجًا من أداة حادة ومدببة.
H3: سرعة القطع وإدارة الحرارة
يتمتع PTFE بمعامل تمدد حراري عالٍ ولا يشتت الحرارة جيدًا. في حين أن سرعات القطع العالية يمكن أن تساهم في الحصول على تشطيب أكثر خشونة، إلا أنها تخاطر أيضًا بانصهار المادة.
من الضروري العمل ضمن نطاق سرعة معتدل (200 إلى 500 قدم في الدقيقة السطحية) واستخدام سائل تبريد وافر لإدارة درجة الحرارة. يمنع هذا السطح من الانصهار ويضمن أن الخشونة ناتجة عن القطع الميكانيكي، وليس الضرر الحراري.
H3: عمق القطع
يوصى بعمق قطع ضحل للحصول على تشطيب ناعم. في حين أن القطع الأعمق يمكن أن يحفز المزيد من ضغط الأداة والاهتزاز، مما يزيد من الخشونة المحتملة، فإنه يزيد أيضًا بشكل كبير من خطر تشوه مادة PTFE الناعمة. من الأفضل عمومًا التحكم في الخشونة عن طريق معدل التغذية بدلاً من عمق القطع العدواني.
فهم المفاضلات والمخاطر
يمثل تشغيل PTFE تحديات فريدة يجب إدارتها، خاصة عند الابتعاد عن الإجراءات القياسية.
H3: تشوه المادة
PTFE ناعم ويمكن ضغطه بسهولة. الحد الأدنى من ضغط التثبيت ضروري. سيؤدي الإفراط في إحكام ربط قطعة العمل في ملزمة إلى تشوهها، مما يؤدي إلى أبعاد غير دقيقة بمجرد تحرير الجزء.
H3: التمدد الحراري
نظرًا لأن PTFE يتمدد بشكل كبير مع الحرارة، فإن أي زيادة في درجة الحرارة أثناء التشغيل الآلي ستتسبب في نمو الجزء. هذا يجعل تحقيق التفاوتات الدقيقة صعبًا. استخدام سائل التبريد ليس فقط للتشطيب؛ بل هو أمر بالغ الأهمية للاستقرار الأبعاد.
H3: الغبار الخطير
ينتج عن تشغيل PTFE غبار جزيئي دقيق. يمكن أن يكون هذا الغبار خطيرًا إذا تم استنشاقه. استخدم دائمًا قناعًا أو تأكد من إجراء العمل تحت تيار ثابت من سائل التبريد لكبح تكون الغبار.
اتخاذ الخيار الصحيح لهدفك
يجب أن يملى نهجك من خلال نوع الخشونة التي تحتاجها والدقة التي يتطلبها تطبيقك.
- إذا كان تركيزك الأساسي هو نسيج محكوم وقابل للتكرار: استخدم تفريز CNC وأعط الأولوية لمعالجة معدل التغذية مع استخدام هندسة أداة محددة وتبريد سخي.
- إذا كان تركيزك الأساسي هو التخشين العام للالتصاق: قد يكون تشغيل الخراطة أو التفريز الأسرع بمعدل تغذية أعلى كافيًا، ولكن راقب دائمًا تراكم الحرارة.
- إذا كان تركيزك الأساسي هو السلامة والدقة: استخدم دائمًا سائل التبريد لإدارة التمدد الحراري وكبح الغبار الخطير، وطبق الحد الأدنى من ضغط التثبيت لمنع التشوه.
في نهاية المطاف، يعد تحقيق التشطيب الخشن المناسب على PTFE عملية متعمدة لتحقيق التوازن بين هذه المعلمات للحصول على النسيج الذي تحتاجه دون المساس بسلامة الجزء.
جدول الملخص:
| التقنية | الأفضل لـ | المعلمة الرئيسية للخشونة |
|---|---|---|
| تفريز CNC | الأنسجة المحكومة والقابلة للتكرار على الأسطح المسطحة | معدل تغذية مرتفع، هندسة أداة محددة |
| خراطة CNC | التخشين العام للأجزاء الأسطوانية | معدل تغذية أعلى |
هل تحتاج إلى جزء PTFE مخصص بنسيج سطحي محدد؟
في KINTEK، نحن متخصصون في التشغيل الآلي الدقيق لمكونات PTFE مثل الأختام والبطانات والأدوات المخبرية. تتيح لنا خبرتنا في موازنة المعلمات مثل معدل التغذية واختيار الأداة إنشاء التشطيب الخشن الدقيق الذي تتطلبه لتطبيقات في قطاعات أشباه الموصلات والطب والمختبرات والصناعة - كل ذلك مع ضمان الدقة الأبعاد وسلامة المادة.
نحن نقدم تصنيعًا مخصصًا بدءًا من النماذج الأولية وحتى الطلبات عالية الحجم. اتصل بخبرائنا اليوم لمناقشة مشروعك والحصول على عرض أسعار!
دليل مرئي
المنتجات ذات الصلة
- أجهزة معملية مخصصة من PTFE مقاومة للتآكل وخلايا تفاعل منخفضة الخلفية تصنيع دقيق باستخدام CNC
- وعاء طحن مخصص من مادة PTFE لمطحنة الكرة سعة 50 مل، مقاوم للتآكل، منخفض الخلفية لأغراض الطحن المخبرية
- خلية عينة مخروطية من بولي تيترا فلورو إيثيلين (PTFE) مصنعة حسب الطلب ومقاومة للتآكل، حاوية فلوروبوليمر مثلثة للتحليل الدقيق
- قاطع غشاء ترشيح دائري من مادة PTFE عالية النقاء بشفرة سيراميك للتحليل النزري وتجهيز العينات في مختبرات مراكز مكافحة الأمراض
- كاشطات ومجارف PTFE القابلة للتخصيص للتطبيقات المطلوبة
يسأل الناس أيضًا
- ما هي المزايا الميكانيكية والسلامة لاستخدام أدوات PTFE في المختبر؟ تعزيز السلامة والمتانة
- كيف تقارن مادة PTFE بالبولي إيثيلين (PE) من حيث مقاومة المواد الكيميائية ودرجة الحرارة؟ اختر البوليمر المناسب للظروف القاسية
- ما هي طرق التصنيع الأساسية للأجهزة المخبرية المصنوعة من مادة PTFE؟ رؤى الخبراء في هندسة البوليمرات الفلورية
- ما هي مزايا PTFE من حيث العمر التخزيني وفترات الخدمة؟ تعظيم الموثوقية وتقليل وقت التوقف عن العمل
- ما هي خصائص المقاومة الكيميائية الأساسية لأدوات مختبر PTFE؟ نقاء وخمول لا مثيل لهما



















