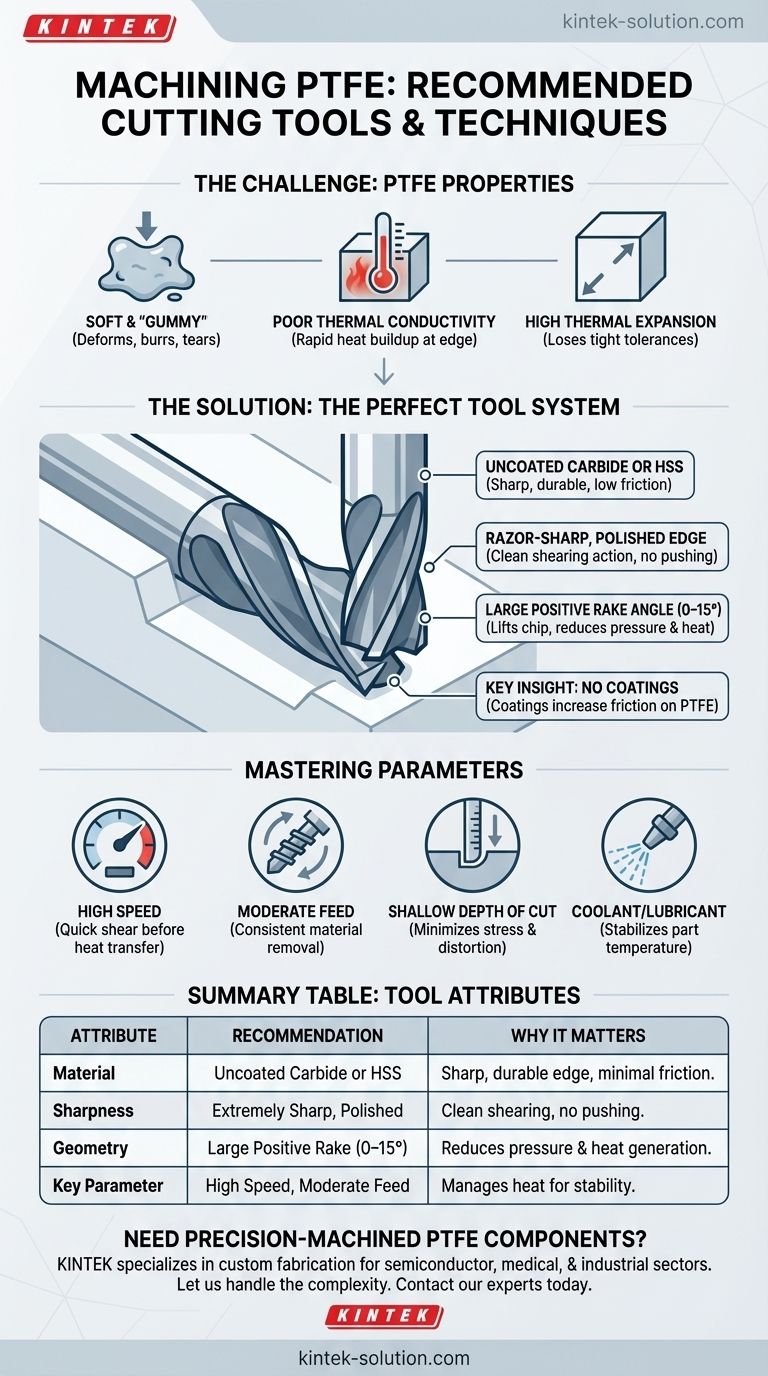
لتشغيل مادة PTFE، فإن الأدوات الأكثر توصية بها هي قواطع كربيد غير مطلية أو فولاذ عالي السرعة (HSS) حادة للغاية. يجب أن تتميز هذه الأدوات بحواف قطع مصقولة وزوايا ميل موجبة كبيرة. تم تصميم هذه التركيبة المحددة لقص المادة اللينة بنظافة بدلاً من دفعها، مما يقلل الاحتكاك وتوليد الحرارة وتشوه المادة.
يكمن التحدي الأساسي في تشغيل بولي تترافلورو إيثيلين (PTFE) في ليونته، وتوصيله الحراري المنخفض، وتمدده الحراري العالي، وليس في صلابته. يعتمد النجاح بشكل أقل على مادة الأداة وحدها وأكثر على نظام متكامل - هندسة الأداة وحدتها ومعايير التشغيل - يتم تحسينها جميعًا لتحقيق إجراء قطع نظيف بأقل قدر من إدخال الحرارة.

لماذا يعد تشغيل مادة PTFE تحديًا فريدًا
يتصرف PTFE بشكل مختلف تمامًا عن المعادن وحتى البلاستيكيات الأخرى أثناء التشغيل. يعد فهم خصائصه الأساسية أمرًا ضروريًا لفهم سبب الحاجة إلى أدوات وتقنيات محددة.
إنه ناعم و "لزج"
PTFE مادة ناعمة تميل إلى التشوه أو التمزق تحت الضغط بدلاً من أن تتشظى بنظافة مثل المعدن. ستقوم الأداة غير الصحيحة بـ "حرث" المادة، مما يخلق تشطيب سطح رديئًا وبروزات كبيرة.
إنه ذو توصيل حراري ضعيف
المادة لا تبدد الحرارة جيدًا. أي احتكاك ناتج عن عملية القطع يتسبب في تراكم الحرارة بسرعة كبيرة عند حافة الأداة، مما قد يتسبب بسهولة في انصهار مادة PTFE وتلويث القاطع.
إنه يتمدد بشكل كبير مع الحرارة
يحتوي PTFE على معامل تمدد حراري عالٍ جدًا. حتى زيادة صغيرة في درجة الحرارة أثناء التشغيل يمكن أن تتسبب في تمدد الجزء، مما يجعل من المستحيل الحفاظ على تفاوتات أبعاد دقيقة. قد يكون الجزء ضمن المواصفات وهو دافئ ولكنه خارج المواصفات بمجرد أن يبرد.
اختيار أداة القطع المناسبة: نظرة أعمق
تم تصميم أداة القطع المثالية لـ PTFE لمواجهة التحديات المذكورة أعلاه. ينصب التركيز بالكامل على تقليل الاحتكاك وقوى القطع.
مادة الأداة: الكربيد والفولاذ عالي السرعة (HSS)
غالبًا ما تُفضل الأدوات المُطعمة بالكربيد أو الكربيد الصلب. ميزتها الأساسية هي القدرة على شحذها إلى حافة حادة جدًا تدوم طويلاً، وهو أمر بالغ الأهمية لإجراء قطع نظيف.
يعد الفولاذ عالي السرعة (HSS) أيضًا خيارًا ممتازًا وشائع الاستخدام. مثل الكربيد، يمكن صقله إلى الحدة اللازمة لـ PTFE.
الدور الحاسم لهندسة الأداة
شكل الأداة وحالتها أهم من المادة التي صنعت منها.
الحدة القصوى والحواف المصقولة أمران غير قابلين للتفاوض. تقطع الحافة المصقولة أو المشحوذة بشدة مثل الشفرة عبر المادة بأقل قوة، مما يقلل الاحتكاك والحرارة. الأدوات الباهتة ستسبب مشاكل على الفور.
زوايا الميل الموجبة ضرورية. تساعد زاوية الميل الموجبة الكبيرة (غالبًا في نطاق 0-15 درجة) على رفع شريحة PTFE وتوجيهها بعيدًا عن قطعة العمل بكفاءة. هذا يقلل بشكل كبير من ضغط القطع وتوليد الحرارة.
ميزة عدم الطلاء هي رؤية أساسية. في حين أن الطلاءات مثل نيتريد التيتانيوم (TiN) مفيدة لتشغيل المعادن الصلبة، إلا أنها يمكن أن تزيد الاحتكاك عند قطع PTFE الناعم. سطح أداة بسيط وغير مطلي ولكنه مصقول للغاية هو الأفضل لهذا التطبيق.
إتقان معلمات التشغيل
الأداة المناسبة تكون فعالة فقط عند إقرانها بمعلمات العملية الصحيحة. هدفك هو إدخال الأداة وإخراجها من القطع قبل أن تتاح للحرارة فرصة للتراكم في الجزء.
سرعات عالية وتغذية معتدلة
يوصى بسرعات قطع عالية (على سبيل المثال، 200-500 م/دقيقة أو 656-1640 قدم/دقيقة). يسمح هذا للحافة الحادة بإجراء قص نظيف قبل أن تنتقل كمية كبيرة من الحرارة إلى قطعة العمل.
اقترن هذا بمعدل تغذية معتدل (على سبيل المثال، 0.1-0.2 مم/دورة). يضمن هذا إزالة متسقة للمادة دون التوقف في مكان واحد، مما سيولد حرارة زائدة.
عمق قطع ضحل
استخدم عمق قطع ضحل (على سبيل المثال، 0.5-1.5 مم). يؤدي أخذ ممرات خفيفة إلى تقليل الإجهاد على المادة، مما يمنعها من التشوه أو الانثناء بعيدًا عن القاطع أو تراكم الحرارة المفرطة.
أهمية التبريد
يمكن أن يكون استخدام سائل تبريد أو مادة تشحيم فعالًا جدًا في إدارة الكمية الصغيرة من الحرارة المتولدة. يساعد هذا في استقرار درجة حرارة الجزء وتحسين الدقة البعدية.
الأخطاء الشائعة التي يجب تجنبها
حتى مع الإعداد الصحيح، فإن الأخطاء شائعة بسبب الطبيعة الفريدة لـ PTFE.
تشوه المادة، وليس القطع
إذا رأيت بروزًا ثقيلًا أو تشطيب سطح "ممسوح"، فهذه علامة واضحة على أن أداتك باهتة أو ذات هندسة خاطئة. الأداة تدفع المادة جانبًا بدلاً من قطعها.
تراكم الحرارة والانصهار
يشير الانصهار المرئي أو الرقائق الملتصقة بالأداة إلى وجود احتكاك كبير جدًا. ينتج هذا عادةً عن أداة باهتة، أو طلاء خاطئ، أو معلمات غير صحيحة (على سبيل المثال، سرعة منخفضة جدًا أو معدل تغذية مرتفع جدًا).
الفشل في الحفاظ على التفاوتات
تذكر أن PTFE يتحرك مع درجة الحرارة. قاعدة عامة لـ PTFE القياسي هي تفاوت قدره +/- 0.001 بوصة لكل بوصة من البعد. يتطلب تحقيق أي شيء أكثر دقة تحكمًا استثنائيًا في العملية وبيئة مستقرة.
اتخاذ الخيار الصحيح لهدفك
يجب أن تتماشى اختيارات الأدوات والعمليات المحددة الخاصة بك مع النتيجة المرجوة.
- إذا كان تركيزك الأساسي هو الدقة العالية والتفاوتات الضيقة: استخدم أدوات كربيد غير مطلية وحادة للغاية في آلة CNC وطبق سائل التبريد للحفاظ على الاستقرار الحراري.
- إذا كان تركيزك الأساسي هو التشطيب السطحي الجيد والتصنيع العام: ركز على أداة HSS أو كربيد حادة مثل الشفرة وتأكد من أن سرعات القطع لديك عالية.
- إذا كنت تواجه انصهارًا أو بروزًا ثقيلًا: يجب أن تكون خطوتك الأولى دائمًا هي فحص الأداة للتأكد من حدتها والتأكد من أنها غير مطلية، ثم التحقق من السرعات والتغذية الخاصة بك.
في نهاية المطاف، يعد التشغيل الناجح لـ PTFE عملية دقيقة تعطي الأولوية للحدة وإدارة الحرارة على القوة.
جدول الملخص:
| سمة الأداة | التوصية لـ PTFE | لماذا يهم |
|---|---|---|
| المادة | كربيد غير مطلي أو HSS | يوفر حافة حادة ومتينة مع الحد الأدنى من الاحتكاك. |
| الحدة | حافة مصقولة حادة للغاية | يضمن إجراء قص نظيف بدلاً من دفع المادة. |
| الهندسة | زاوية ميل موجبة كبيرة (0-15 درجة) | يقلل من ضغط القطع وتوليد الحرارة عن طريق رفع الشريحة بكفاءة. |
| المعلمة الرئيسية | سرعة عالية، تغذية معتدلة، قطع ضحل | يدير تراكم الحرارة للحفاظ على الاستقرار البعدي. |
هل تحتاج إلى مكونات PTFE مُشغلة بدقة؟
يتطلب تشغيل PTFE بالمواصفات الدقيقة خبرة والأدوات المناسبة. تتخصص KINTEK في التصنيع المخصص لمكونات PTFE عالية الجودة - بما في ذلك الأختام والبطانات والأدوات المخبرية - لقطاعات أشباه الموصلات والطب والمختبرات والصناعة.
نحن نستفيد من معرفتنا العميقة بالمواد وقدرات الإنتاج الدقيقة لدينا لتقديم أجزاء تلبي أضيق تفاوتاتك، من النماذج الأولية إلى الطلبات عالية الحجم.
دعنا نتعامل مع التعقيد. اتصل بخبرائنا اليوم لمناقشة متطلبات مشروعك.
دليل مرئي
المنتجات ذات الصلة
- قاطع غشاء مرشح PTFE عالي النقاء بشفرة سيراميك لتحليل PM2.5 ومقسم ورق مرشح مخبري قابل للتخصيص
- قاطع غشاء ترشيح دائري من مادة PTFE عالية النقاء بشفرة سيراميك للتحليل النزري وتجهيز العينات في مختبرات مراكز مكافحة الأمراض
- قاطعة أغشية مربعة عالية النقاء من PTFE وجهاز تقسيم المرشحات لتحليل الأثر والتطبيقات المخبرية في الغرف النظيفة
- مقشة ومجرفة مخصصة من مادة PTFE وملعقة أخذ عينات مزدوجة الاستخدام مقاومة للتآكل منخفضة الخلفية مصنوعة من الفلوربوليمر الأبيض
- جهاز تقطيع وتقسيم متساوي لأغشية PTFE المربعة عالية النقاء لمراكز التحليل النزري ومكافحة الأمراض - نظيف، غير لاصق، لا يطلق مواد
يسأل الناس أيضًا
- ما هي مقاومة درجات الحرارة التي توفرها مرشحات PTFE؟ استقرار حراري لا مثيل له من -200 درجة مئوية إلى +260 درجة مئوية
- ما هو التركيب الكيميائي ومقاومة درجة الحرارة لأغشية الترشيح من البولي تترافلوروإيثيلين (PTFE)؟ المواصفات الأساسية للمختبرات
- ما هو نطاق الثبات الحراري لأغشية الترشيح من PTFE؟ إتقان التطرفات من -200 درجة مئوية إلى +260 درجة مئوية
- ما هي المواد الكيميائية المتوافقة تمامًا مع مرشحات PTFE؟ اكتشف مقاومة كيميائية لا مثيل لها
- ما هي الخصائص الهيكلية ومبادئ تصنيع أغشية ترشيح بولي تترافلورو إيثيلين (PTFE)؟



















