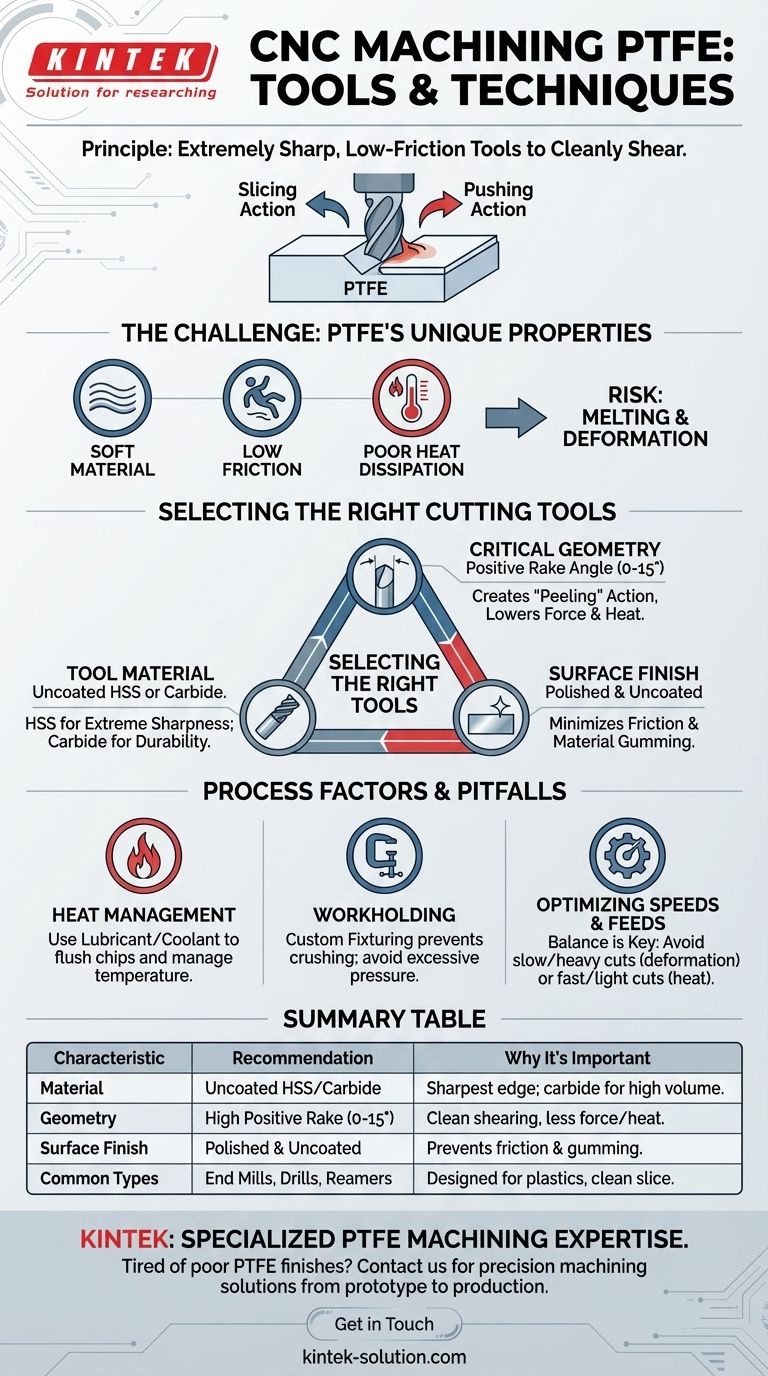
للتشغيل الناجح لـ PTFE، تحتاج إلى أدوات قطع ذات حواف حادة للغاية، وهندسة محددة، وأسطح منخفضة الاحتكاك. الأدوات الأكثر شيوعًا وفعالية هي المطاحن الطرفية والمثاقب والموسعات غير المطلية المصنوعة من الفولاذ عالي السرعة (HSS) أو الكربيد، والتي تتميز بزاوية ميل أمامية موجبة عالية لتقطيع المادة اللينة بوضوح بدلاً من دفعها.
المبدأ الأساسي لتشغيل PTFE لا يتعلق باستخدام الأداة الأكثر صلابة، بل الأكثر حدة والأكثر انزلاقًا. يعتمد النجاح على استخدام أدوات مصممة لتقطيع المادة بأقل قدر من الاحتكاك وتوليد الحرارة، مما يمنع الانصهار والتشوه الذي يصاحب محاولات التشغيل الشائعة.

التحدي: فهم الخصائص الفريدة لـ PTFE
بولي تترافلورو إيثيلين (PTFE) يختلف عن المعادن أو حتى معظم البلاستيكيات الأخرى. خصائصه الفريدة هي بالضبط ما يجعل الأدوات المتخصصة ضرورة.
لماذا يتصرف PTFE بشكل مختلف
PTFE ناعم للغاية وله معامل احتكاك منخفض جدًا. كما أن لديه موصلية حرارية ضعيفة، مما يعني أنه لا يشتت الحرارة جيدًا.
هذا المزيج يعني أن الاحتكاك الناتج عن أداة القطع يبني الحرارة بسرعة في منطقة موضعية، مما قد يتسبب في انصهار المادة، وتراكمها على الأداة، وينتج عنه تشطيب سطحي رديء.
خطر الدفع مقابل القطع
نظرًا لنعومته، فإن استخدام أداة ليست حادة تمامًا أو ذات هندسة خاطئة سيؤدي إلى تشوه المادة واندفاعها بعيدًا عن حافة القطع بدلاً من قصها بوضوح.
يؤدي هذا إلى عدم دقة في الأبعاد، ونتوءات، وجزء نهائي مشوه. الهدف دائمًا هو إجراء قطع نظيف وانزلاقي.
اختيار أدوات القطع المناسبة
يدور اختيار الأداة المناسبة حول ثلاثة عوامل: مادة الأداة، وهندستها، وتشطيب سطحها.
مادة الأداة: فولاذ عالي السرعة (HSS) أو كربيد
كل من أدوات الفولاذ عالي السرعة (HSS) وأدوات الكربيد فعالة لتشغيل PTFE. غالبًا ما يمكن شحذ فولاذ HSS إلى حافة أدق وأكثر حدة، وهو ما يمثل ميزة كبيرة.
توفر أدوات الكربيد أو المسننة بـ Stellite مقاومة تآكل فائقة وستحافظ على حدتها لفترات إنتاج أطول، ولكن الحدة الأولية هي الأهم.
الهندسة الحرجة: زاوية الميل الأمامية الموجبة
أهم ميزة هندسية هي زاوية الميل الأمامية الموجبة، تتراوح عادة بين 0 و 15 درجة.
يخلق الميل الموجب إجراء "تقشير" أكثر حدة يرفع الرقاقة بعيدًا عن قطعة العمل. هذا يقلل بشكل كبير من قوى القطع، ويقلل من تراكم الحرارة، ويضمن قطعًا أنظف.
تشطيب السطح: مصقول وغير مطلي
يجب أن تكون حواف القطع للأداة مصقولة للغاية. هذا يقلل الاحتكاك ضد PTFE الناعم، مما يمنع المزيد من توليد الحرارة وتراكم المادة على الأداة.
الأهم من ذلك، تُفضل الأدوات غير المطلية. الطلاءات مثل نيتريد التيتانيوم (TiN)، على الرغم من أنها ممتازة للمعادن، يمكن أن تزيد الاحتكاك عند قطع البوليمرات اللينة مثل PTFE. السطح غير المطلي والمصقول أكثر انزلاقًا ويولد حرارة أقل.
فهم المفاضلات والمزالق
أداة القطع هي جزء واحد فقط من المعادلة. قد يؤدي الفشل في التحكم في العملية المحيطة إلى تقويض أفضل اختيار للأداة.
إدارة الحرارة غير قابلة للتفاوض
حتى مع الأداة المناسبة، يمكن أن تؤدي السرعات ومعدلات التغذية العالية إلى توليد حرارة مدمرة. غالبًا ما يكون استخدام مادة تشحيم أو سائل تبريد ضروريًا لإدارة درجة الحرارة والمساعدة في طرد الرقائق.
تثبيت قطعة العمل يمكن أن يتلف الجزء
نعومة PTFE تجعله عرضة للسحق أو التشوه بواسطة ملازم أو مشابك الماكينة القياسية. غالبًا ما تكون هناك حاجة إلى تجهيزات مخصصة تدعم قطعة العمل على نطاق واسع دون تطبيق ضغط مفرط للحفاظ على الاستقرار الأبعاد.
تحسين السرعات والتغذيات
يجب عليك تحسين سرعة المغزل، ومعدل التغذية، وعمق القطع. يمكن أن يتسبب القطع البطيء والثقيل في حدوث تشوه، في حين أن القطع السريع والخفيف يمكن أن يولد حرارة مفرطة. يعد إيجاد التوازن الصحيح من خلال الاختبار أمرًا بالغ الأهمية لتحقيق تشطيب جيد وأبعاد دقيقة.
اتخاذ الخيار الصحيح لهدفك
اختر أدواتك ومنهجك بناءً على النتيجة المحددة التي تحتاج إلى تحقيقها.
- إذا كان تركيزك الأساسي هو الدقة العالية وتشطيب السطح الجيد: إعطاء الأولوية للأدوات المصنوعة من فولاذ HSS أو الكربيد المصقولة والحادة للغاية ذات زاوية الميل الأمامية الموجبة العالية واستخدام سائل التبريد.
- إذا كان تركيزك الأساسي هو التشكيل العام أو القطع الخشن: ستعمل أدوات الكربيد الحادة القياسية، ولكن راقب أي علامات لتراكم الحرارة أو تراكم المادة.
- إذا كان تركيزك الأساسي هو إنشاء خيوط أو ثقوب: استخدم المثاقب والحنفيات المصممة خصيصًا للبلاستيك، والتي تتميز بأخاديد أوسع وشفرات قطع حادة لمنع التمزق.
من خلال اختيار الأدوات التي تقطع بوضوح وتقلل الاحتكاك، يمكنك تحويل مادة صعبة مثل PTFE إلى مكون يمكن التنبؤ به وموثوق به.
جدول الملخص:
| خاصية الأداة | التوصية لـ PTFE | لماذا هي مهمة |
|---|---|---|
| المادة | فولاذ عالي السرعة (HSS) غير مطلي أو كربيد | يوفر الحافة الأكثر حدة؛ يوفر الكربيد عمرًا أطول للتشغيل بكميات كبيرة. |
| الهندسة | زاوية ميل أمامية موجبة عالية (0-15 درجة) | يضمن إجراء قص نظيف، مما يقلل من قوة القطع والحرارة. |
| تشطيب السطح | مصقول وغير مطلي | يقلل الاحتكاك لمنع تراكم الحرارة وتراكم المادة. |
| أنواع الأدوات الشائعة | مطاحن طرفية، مثاقب، موسعات | مصممة للبلاستيك بحواف حادة للقطع بوضوح. |
هل سئمت من أجزاء PTFE التي تنصهر أو تتشوه أو ذات تشطيبات رديئة؟
يتطلب تشغيل PTFE معرفة وأدوات متخصصة للتغلب على تحدياته الفريدة. في KINTEK، نحن متخصصون في التشغيل الدقيق لمكونات PTFE عالية الأداء لقطاعات أشباه الموصلات والطب والمختبرات والصناعة.
نحن نتفهم أن النجاح يعتمد على استخدام الأدوات الأكثر حدة، والهندسات المثلى، وضوابط العملية الدقيقة لمنع تراكم الحرارة وضمان الدقة الأبعاد. دع خبرتنا توجه مشروعك من النموذج الأولي إلى الإنتاج بكميات كبيرة.
اتصل بـ KINTEB اليوم لمناقشة احتياجات تشغيل PTFE الخاصة بك والحصول على عرض أسعار للمكونات النظيفة والدقيقة والموثوقة.
دليل مرئي
المنتجات ذات الصلة
- قاطع غشاء مرشح PTFE عالي النقاء بشفرة سيراميك لتحليل PM2.5 ومقسم ورق مرشح مخبري قابل للتخصيص
- مقشة ومجرفة مخصصة من مادة PTFE وملعقة أخذ عينات مزدوجة الاستخدام مقاومة للتآكل منخفضة الخلفية مصنوعة من الفلوربوليمر الأبيض
- قاطعة أغشية مربعة عالية النقاء من PTFE وجهاز تقسيم المرشحات لتحليل الأثر والتطبيقات المخبرية في الغرف النظيفة
- قاطع غشاء ترشيح دائري من مادة PTFE عالية النقاء بشفرة سيراميك للتحليل النزري وتجهيز العينات في مختبرات مراكز مكافحة الأمراض
- كاشطات ومجارف PTFE القابلة للتخصيص للتطبيقات المطلوبة
يسأل الناس أيضًا
- كيف تؤثر الكارهية الفطرية لأغشية الترشيح من PTFE على فصل السوائل والغازات؟ تحسين الأداء
- كيف تفيد كراهية الماء (hydrophobicity) لفلاتر PTFE في استخدامها؟ ضمان تدفق غازي لا ينقطع وترشيح المذيبات
- ما هو نطاق الثبات الحراري لأغشية الترشيح من PTFE؟ إتقان التطرفات من -200 درجة مئوية إلى +260 درجة مئوية
- ما هي الخطوات المتبعة في اختيار مرشح PTFE المناسب؟ دليل من 4 خطوات للترشيح الأمثل
- ما هو التركيب الكيميائي ومقاومة درجة الحرارة لأغشية الترشيح من البولي تترافلوروإيثيلين (PTFE)؟ المواصفات الأساسية للمختبرات



















