للتشغيل الناجح لمادة PTFE، يجمع النهج الموصى به بين أدوات الكربيد غير المطلية الحادة للغاية والتحكم الدقيق باستخدام الحاسب الآلي (CNC). يجب تكييف التقنيات الأساسية - الطحن، والخراطة، والتثقيب - لإدارة خصائص PTFE الفريدة، وتحديداً نقطة انصهاره المنخفضة، والتمدد الحراري العالي، والميل إلى التشوه تحت الضغط.
التحدي الأساسي في تشغيل مادة PTFE ليس صلابة المادة، بل إدارة الحرارة والإجهاد. يعتمد النجاح على تقليل حرارة الاحتكاك باستخدام أدوات حادة وسرعات مناسبة، مع منع المادة اللينة من التشوه بسبب قوى التثبيت أو القطع المفرطة.

اختيار الأدوات المناسبة: الحدة أمر غير قابل للتفاوض
يعد اختيار أداة القطع العامل الأكثر أهمية في تحقيق نتيجة نظيفة ودقيقة الأبعاد باستخدام مادة PTFE. الهدف هو قص المادة بوضوح بدلاً من دفعها أو تمزيقها.
لماذا يعتبر الكربيد غير المطلي هو المعيار
تعتبر الأدوات المسننة بالكربيد غير المطلية أو المصنوعة من الكربيد الصلب هي الخيار المفضل. إن قدرتهم على الحفاظ على حافة حادة للغاية تقلل من قوى القطع وتقلل من حرارة الاحتكاك التي تسبب تمدد وتشوه مادة PTFE.
على عكس المعادن، فإن الطلاءات مثل نيتريد التيتانيوم (TiN) ضارة هنا. يمكن أن تزيد الاحتكاك، مما يؤدي إلى توليد المزيد من الحرارة وتراكم المادة على حافة الأداة.
الدور الحاسم لهندسة الأداة
تعتبر هندسة الأداة المناسبة ضرورية للحصول على قطع نظيف. يجب أن تتمتع الأدوات بزاوية راكبة أمامية موجبة، غالبًا ما تتراوح بين 0 و 15 درجة.
تخلق هذه الهندسة إجراء قص يدفع الرقاقة بعيدًا عن قطعة العمل. من شأن زاوية الراكبة المحايدة أو السالبة أن "تجرف" المادة اللينة، مما يسبب التشوه والنتوءات وتشطيبًا سطحيًا ضعيفًا.
أهمية الحواف المصقولة
يؤدي استخدام الأدوات ذات حواف القطع المصقولة للغاية إلى تقليل الاحتكاك. تساعد هذه السمة البسيطة في منع رقائق PTFE اللينة من الالتصاق بالأداة، مما يضمن قطعًا أنظف وإخلاء أفضل للرقائق.
إتقان معايير التشغيل لـ PTFE
يدور التحكم في معايير الماكينة حول إيجاد التوازن بين إزالة المواد الفعالة وإدارة الحرارة. النهج العدواني المناسب للمعادن سيؤدي إلى الفشل مع PTFE.
الموازنة بين سرعات القطع ومعدلات التغذية
يمكن تشغيل مادة PTFE بسرعات قطع عالية (200-500 قدم سطحي في الدقيقة)، ولكن يجب أن يقترن ذلك بمعدل تغذية مناسب (0.002-0.010 بوصة لكل دورة).
المفتاح هو تجنب "التوقف المؤقت"، حيث تدور الأداة في مكان واحد دون قطع نشط. يولد هذا الإجراء الاحتكاكي حرارة احتكاك شديدة. يضمن معدل التغذية الثابت والمعتدل أن الأداة تزيل المادة دائمًا وتنقل الحرارة بعيدًا مع الرقاقة.
قاعدة "عمق القطع الضحل"
لتقليل قوى القطع والحرارة، استخدم دائمًا عمق قطع ضحل. القاعدة الإرشادية الشائعة هي عدم تجاوز ثلث قطر الأداة في المرة الواحدة.
يقلل هذا من الإجهاد على المادة، ويمنعها من التشوه أو الانجذاب إلى القاطع، وهي مشكلة شائعة مع البوليمرات اللينة.
ضرورة سائل التبريد
يوصى بشدة بتدفق مستمر لسائل التبريد. والغرض الأساسي منه ليس التزييت بل تبديد الحرارة بأسرع ما يتم توليدها.
يمنع هذا الجزء المصنوع من PTFE من التمدد أثناء التشغيل، مما قد يؤدي إلى أن يكون حجمه أصغر بمجرد أن يبرد إلى درجة حرارة الغرفة. يساعد سائل التبريد أيضًا في طرد الرقائق الخيطية النموذجية لـ PTFE.
فهم المفاضلات والمزالق الشائعة
إن تجاهل الخصائص الفريدة لـ PTFE يؤدي إلى مشاكل يمكن التنبؤ بها. يعد فهم هذه المزالق أمرًا بالغ الأهمية لاستكشاف الأخطاء وإصلاحها وتحسين العملية.
مشكلة التمدد الحراري
يحتوي PTFE على أحد أعلى معاملات التمدد الحراري بين البوليمرات. حتى الزيادة الصغيرة في درجة الحرارة الناتجة عن الاحتكاك ستؤدي إلى تمدد المادة بشكل كبير، مما يؤدي إلى عدم دقة الأبعاد في الجزء النهائي.
تجنب تشوه المادة
نظرًا لأن PTFE ناعم، يمكن تشويهه بسهولة. يعد الحد الأدنى من ضغط التثبيت أمرًا ضروريًا. سيؤدي الإفراط في إحكام ربط المنجل أو الظرف إلى ضغط المادة، وسيعود الجزء المشغل إلى خارج التفاوت بمجرد تحريره. استخدم تجهيزات مصممة لتوزيع الضغط بالتساوي.
تحدي النتوءات والتشطيب الضعيف
ينتج التشطيب السطحي الضعيف والنتوءات الكبيرة دائمًا عن أداة باهتة، أو هندسة أداة غير صحيحة، أو حرارة مفرطة. أعد شحذ أدواتك بانتظام وتأكد من أنك تستخدم زاوية راكبة موجبة لضمان قطع قص نظيف.
اتخاذ الخيار الصحيح لهدفك
سيؤثر هدفك المحدد على المعايير التي تعطيها الأولوية.
- إذا كان تركيزك الأساسي هو الدقة الأبعاد العالية: أعطِ الأولوية لتدفق سائل التبريد المستمر وأدوات الكربيد الحادة غير المطلية لإدارة التمدد الحراري فوق كل شيء آخر.
- إذا كان تركيزك الأساسي هو التشطيب السطحي الممتاز: شدد على عمق قطع ضحل للغاية، وحواف أدوات مصقولة، ومعدل تغذية ثابت لمنع علامات الأداة والنتوءات.
- إذا كان تركيزك الأساسي هو تجنب هدر المواد: قم بإتقان استراتيجية تثبيت العمل الخاصة بك باستخدام ضغط تثبيت ضئيل وموزع بالتساوي لمنع تشوه الجزء.
في نهاية المطاف، يتوقف التشغيل الناجح لـ PTFE على التعامل مع المادة بدقة، وإعطاء الأولوية لإدارة الحرارة والحدة على معدلات الإزالة العدوانية.
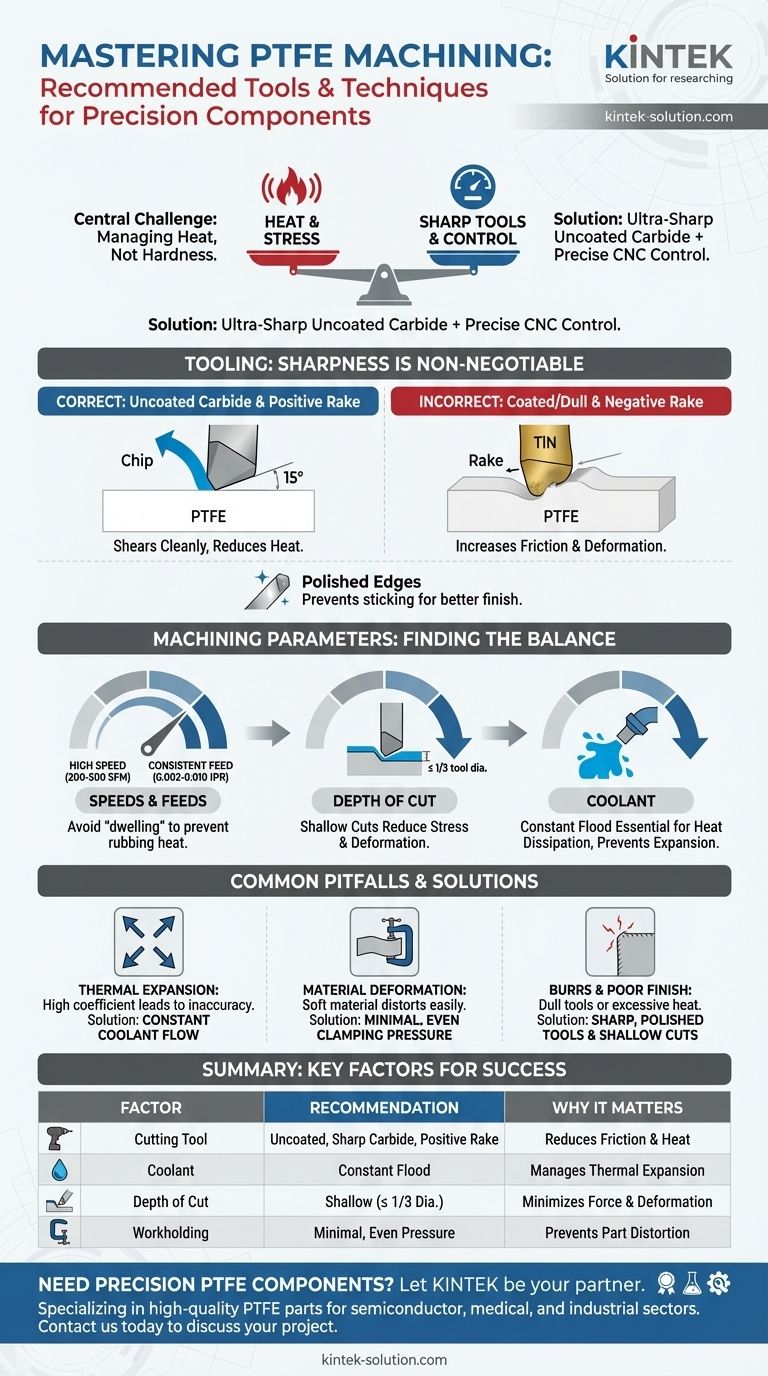
جدول ملخص:
| العامل الرئيسي | التوصية | لماذا هو مهم |
|---|---|---|
| أداة القطع | كربيد غير مطلي وحاد بزاوية راكبة موجبة | يقلل الاحتكاك والحرارة؛ يضمن قطع قص نظيف |
| سائل التبريد | تدفق مستمر | يدير التمدد الحراري للحصول على دقة الأبعاد |
| عمق القطع | ضحل (≤ 1/3 قطر الأداة) | يقلل قوى القطع وتشوه المادة |
| تثبيت العمل | ضغط تثبيت ضئيل ومتساوٍ | يمنع تشوه الجزء بسبب الارتداد |
هل تحتاج إلى مكونات PTFE مشغولة بدقة؟ دع KINTEK تكون شريكك.
يتطلب تشغيل مادة PTFE بالمواصفات الدقيقة خبرة والنهج الصحيح. في KINTEK، نحن متخصصون في تصنيع مكونات PTFE عالية الجودة - بما في ذلك الأختام والبطانات وأدوات المختبرات المخصصة - لقطاعات أشباه الموصلات والطب والمختبرات والصناعة. نحن نتفهم التوازن الحاسم بين الأدوات الحادة والمعايير الدقيقة والتعامل الدقيق اللازمين لإنتاج أجزاء دقيقة الأبعاد وخالية من النتوءات من النماذج الأولية إلى الطلبات عالية الحجم.
اتصل بنا اليوم لمناقشة متطلبات مشروعك والاستفادة من خبرتنا في تصنيع PTFE المخصص. تواصل معنا ←
دليل مرئي
المنتجات ذات الصلة
- مقشة ومجرفة مخصصة من مادة PTFE وملعقة أخذ عينات مزدوجة الاستخدام مقاومة للتآكل منخفضة الخلفية مصنوعة من الفلوربوليمر الأبيض
- كاشطات ومجارف PTFE القابلة للتخصيص للتطبيقات المطلوبة
- ملعقة معمل مزدوجة الرأس من بولي تترا فلورو إيثيلين (PTFE) مخصصة، كاشطة، غير لاصقة، مقاومة للتآكل، أداة للتعامل مع المواد الكيميائية
- ملعقة مختبر مزدوجة الرأس من بولي تترا فلورو إيثيلين (PTFE) مخصصة، مقاومة للمواد الكيميائية، غير لاصقة، من الدرجة الصيدلانية، أداة أخذ عينات من الفلوروبوليمر
- مغارف أسطوانية مخصصة من مادة PTFE بدرجة نقاء غذائية، ملاعق كيميائية، أدوات مناولة مواد غير ملوثة للصناعات الدوائية الحيوية
يسأل الناس أيضًا
- كيف تفيد السطح غير اللاص لمجارف PTFE العمل المخبري؟ تعزيز الدقة والكفاءة
- لماذا تعتبر مجارف PTFE فعالة من حيث التكلفة؟ تعظيم العائد على الاستثمار من خلال متانة فائقة
- ما هي مزايا مجارف PTFE من حيث المقاومة الكيميائية؟ خمول لا مثيل له للتعامل مع المواد المسببة للتآكل
- ما هو النطاق الحراري الذي يمكن أن تتحمله مجارف PTFE؟ دليل للاستقرار الحراري الفائق
- ما هي بعض التطبيقات المحددة لمجارف PTFE في المختبر؟ ضمان نقاء العينة وسلامتها



















