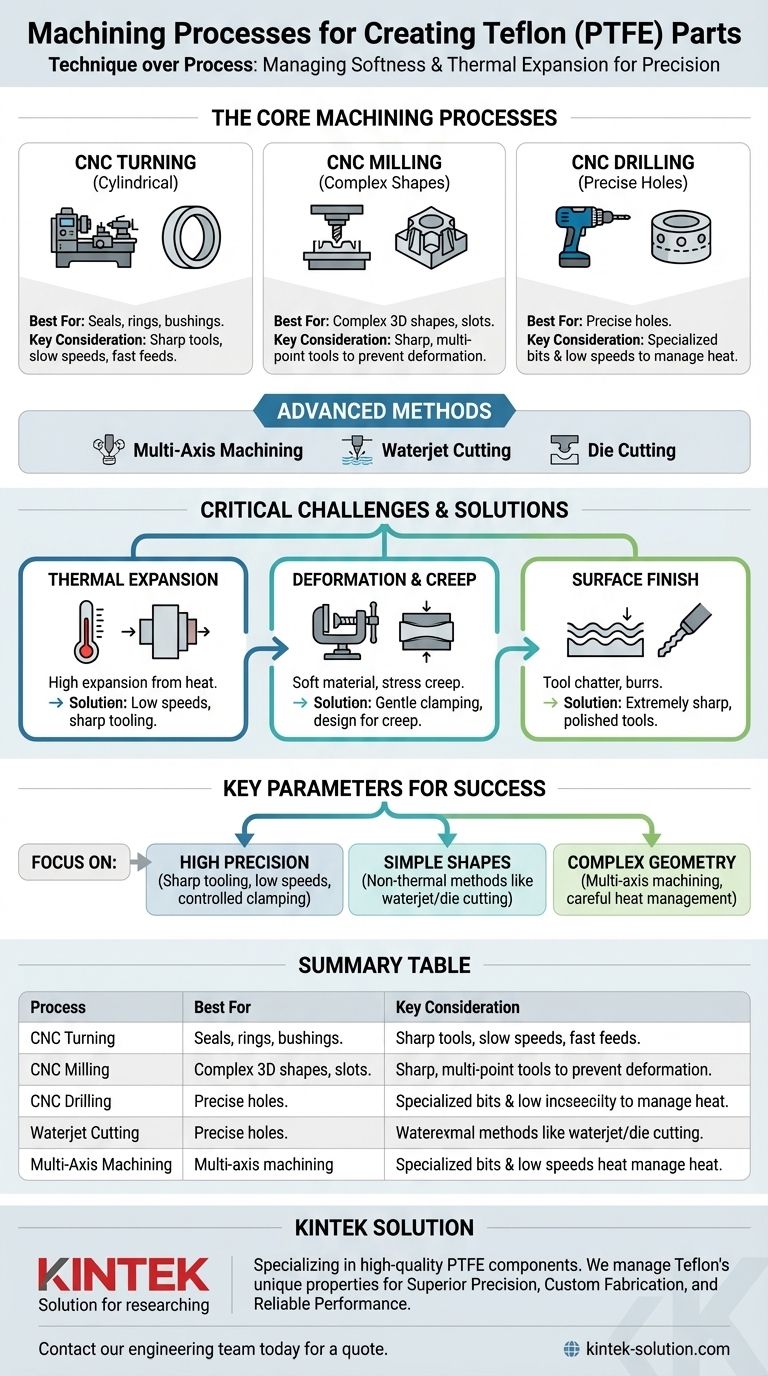
يتم تصنيع أجزاء التفلون (PTFE) باستخدام مجموعة من عمليات CNC التقليدية، وأكثرها شيوعًا هي الخراطة والطحن والحفر. يتم تكييف هذه الطرق لاستيعاب الخصائص الفريدة للتفلون، مثل نعومته ومعدل التمدد الحراري العالي، لإنتاج مكونات دقيقة مثل الأختام والحشيات والعوازل.
بينما تُستخدم المعدات القياسية، فإن نجاح تصنيع التفلون لا يتعلق بالعملية بقدر ما يتعلق بالتقنية. التحدي الأساسي هو إدارة نعومة المادة وحساسيتها الشديدة للحرارة لمنع التشوه والحفاظ على التفاوتات الضيقة.

عمليات التصنيع الأساسية للتفلون
تسمح مرونة التفلون بتشكيله بعدة طرق، ولكن عددًا قليلاً من عمليات CNC الأساسية مسؤولة عن الغالبية العظمى من الأجزاء المخصصة.
الخراطة باستخدام الحاسب الآلي للأجزاء الأسطوانية
تعتبر الخراطة باستخدام الحاسب الآلي مثالية لإنشاء مكونات أسطوانية أو مجوفة. يقوم المخرطة بتدوير قطعة عمل التفلون بينما تقوم أداة القطع بإزالة المواد.
تُستخدم هذه العملية بشكل متكرر لأجزاء مثل الأختام والحلقات والجلب. يتطلب النجاح أدوات حادة جدًا، وسرعات دوران بطيئة، ومعدلات تغذية سريعة نسبيًا لإنتاج قطع نظيف دون إذابة المادة.
الطحن باستخدام الحاسب الآلي للأشكال المعقدة
يستخدم الطحن باستخدام الحاسب الآلي أداة قطع دوارة متعددة النقاط لإزالة المواد من قطعة عمل ثابتة. إنها الطريقة الأساسية لإنشاء أشكال هندسية معقدة وفتحات وأسطح مستوية.
نظرًا لدقتها العالية، يعد الطحن ضروريًا للأجزاء ذات التصميمات المعقدة. كما هو الحال مع الخراطة، تعتبر الأدوات الحادة ضرورية لقص المادة بشكل نظيف بدلاً من دفعها، مما قد يسبب التشوه.
الحفر باستخدام الحاسب الآلي للثقوب الدقيقة
يؤدي الحفر إلى إنشاء ثقوب في مكونات التفلون. ومع ذلك، يمكن أن يولد الاحتكاك الناتج عن لقمة الحفر القياسية حرارة كافية لإذابة المادة وإتلاف الجزء بسرعة.
غالبًا ما تُستخدم المثاقب المتخصصة، مثل تلك ذات الفلوتات المكافئة، لإزالة الرقائق بفعالية. تعد سرعات القطع المنخفضة إلزامية لمنع تراكم الحرارة وضمان بقاء أبعاد الثقب دقيقة.
الأساليب المتقدمة والمتخصصة
بالنسبة للتطبيقات الأكثر تحديدًا، تُستخدم عمليات أخرى:
- التصنيع متعدد المحاور/5 محاور: يجمع بين الطحن والخراطة للأجزاء المعقدة للغاية ذات المنحنيات والزوايا المعقدة في إعداد واحد.
- القطع بالماء النفاث: يستخدم تيارًا عالي الضغط من الماء لقطع ألواح التفلون السميكة دون توليد حرارة.
- القطع بالقوالب: طريقة سريعة واقتصادية لختم الأشكال البسيطة، مثل الحشيات، من صفائح التفلون الرقيقة.
التحديات الحرجة في تصنيع التفلون
لا يتم تصنيع التفلون مثل المعدن أو حتى البلاستيك الآخر. تقدم خصائصه المميزة تحديات فريدة يجب معالجتها لتحقيق نتيجة ناجحة.
إدارة التمدد الحراري
يحتوي التفلون على أحد أعلى معاملات التمدد الحراري بين البوليمرات. حتى كمية صغيرة من الحرارة المتولدة من احتكاك الأداة ستتسبب في تمدد الجزء بشكل كبير.
وهذا يجعل الحفاظ على التفاوتات الضيقة أمرًا صعبًا للغاية. إذا لم يتم التحكم فيه، فإن الجزء الذي يُقاس بدقة وهو دافئ سيكون خارج المواصفات بمجرد أن يبرد. لهذا السبب، فإن السرعات المنخفضة والأدوات الحادة غير قابلة للتفاوض.
منع التشوه والزحف
التفلون ناعم بشكل استثنائي ويمكن ضغطه أو تشويهه بسهولة. سيؤدي الإفراط في شد الملزمة أو المشبك أثناء الإعداد إلى سحق المادة وإتلاف الأبعاد النهائية.
علاوة على ذلك، فإن التفلون عرضة للزحف الإجهادي، مما يعني أنه يمكن أن يتشوه ببطء بمرور الوقت إذا تُرك تحت ضغط ثابت. يجب أخذ ذلك في الاعتبار في كل من استراتيجية تثبيت قطعة العمل وتصميم الجزء النهائي.
تحقيق تشطيب سطح نظيف
يمكن أن تؤدي نعومة المادة إلى اهتزاز الأداة - وهو اهتزاز ينتج عنه تشطيب سطح رديء ومتموج. يعد استخدام أدوات قطع حادة ومصقولة للغاية ذات هندسة صحيحة أمرًا حيويًا لقطع المادة بشكل نظيف.
القطع غير الصحيح لا يخلق رقاقة؛ بل يخلق نتوءًا. يصعب إزالة هذه النتوءات بشكل نظيف ويمكن أن تؤثر على وظيفة الأجزاء مثل الأختام.
المعلمات الرئيسية للنجاح
للتغلب على هذه التحديات، يجب أن يملي نهجك المتطلبات المحددة لمكونك.
- إذا كان تركيزك الأساسي هو التفاوتات عالية الدقة: أعطِ الأولوية للأدوات الحادة، وسرعات القطع المنخفضة جدًا، وضغط التثبيت المتحكم فيه لتقليل جميع مصادر الحرارة والتشوه.
- إذا كان تركيزك الأساسي هو إنتاج أشكال بسيطة من الصفائح: فكر في الطرق غير الحرارية مثل القطع بالقوالب أو القطع بالماء النفاث لتحقيق أقصى قدر من الكفاءة والفعالية من حيث التكلفة.
- إذا كان تركيزك الأساسي هو الأشكال الهندسية ثلاثية الأبعاد المعقدة: فإن آلة CNC متعددة المحاور ضرورية، ولكن جميع مبادئ إدارة الحرارة والتثبيت اللطيف لقطعة العمل لا تزال سارية.
يسمح لك إتقان هذه المبادئ بتحويل خصائص التفلون الصعبة إلى مكونات عالية الأداء ومصنعة بدقة.
جدول الملخص:
| العملية | الأفضل لـ | اعتبار رئيسي |
|---|---|---|
| الخراطة باستخدام الحاسب الآلي | الأجزاء الأسطوانية (الأختام، الحلقات، الجلب) | أدوات حادة، سرعات بطيئة، معدلات تغذية سريعة |
| الطحن باستخدام الحاسب الآلي | الأشكال ثلاثية الأبعاد المعقدة والفتحات | أدوات حادة ومتعددة النقاط لمنع التشوه |
| الحفر باستخدام الحاسب الآلي | ثقوب دقيقة | لقم ثقب متخصصة وسرعات منخفضة لإدارة الحرارة |
| القطع بالماء النفاث | ألواح سميكة، لا توجد مناطق متأثرة بالحرارة | مثالي للأشكال ثنائية الأبعاد البسيطة من المخزون الصفيحي |
| التصنيع متعدد المحاور | أجزاء معقدة للغاية ذات منحنيات معقدة | يجمع العمليات في إعداد واحد |
هل تحتاج إلى مكونات تفلون مصنعة بدقة؟
تتخصص KINTEK في تصنيع مكونات PTFE عالية الجودة لقطاعات أشباه الموصلات والطب والمختبرات والصناعة. نحن نتفهم التحديات الحرجة لتصنيع التفلون - مثل إدارة التمدد الحراري ومنع التشوه - لتقديم أجزاء تلبي أدق تفاوتاتك.
تضمن خبرتنا حصولك على:
- دقة فائقة: نستخدم تقنيات محسّنة وأدوات حادة لإدارة نعومة التفلون وخصائصه الحرارية.
- تصنيع مخصص: من النماذج الأولية إلى الطلبات الكبيرة، نصمم نهجنا ليناسب متطلبات الجزء الخاص بك، سواء للأختام أو البطانات أو أدوات المختبر المعقدة.
- أداء موثوق: نصنع مكونات تعمل باستمرار في تطبيقاتك الأكثر تطلبًا.
دعنا نناقش متطلبات مشروعك. اتصل بفريق الهندسة لدينا اليوم للحصول على عرض أسعار واكتشف كيف يمكننا تحقيق الدقة لأجزاء PTFE الخاصة بك.
دليل مرئي
المنتجات ذات الصلة
- الشركة المصنعة لأجزاء PTFE المخصصة لأجزاء التفلون وملاقط PTFE
- الشركة المصنعة لقطع غيار PTFE المخصصة لحاويات ومكونات التفلون
- مُصنع قطع غيار تفلون PTFE المقولبة المشكّلة آليًا والمخصصة للمختبر سلة زهور تنظيف الزجاج الموصلة ITO FTO
- حشوات عازلة مخصصة من مادة البتفlon (PTFE) مانعات تسرب تيفلون مقاومة للتآكل مكونات بلاستيكية هندسية مصممة حسب الطلب
- نظام التفاعل المستمر من تفلون عالي الحرارة وقارورة ثلاثية الفوهات مقاومة لـ HF للمعالجة البتروكيميائية
يسأل الناس أيضًا
- ما هي الصناعات التي تستخدم أجزاء PTFE المخصصة ولأي أغراض؟ حل التحديات الحرجة باستخدام مواد عالية الأداء
- ما هي المزايا الرئيسية لاستخدام PTFE في الأجزاء المخصصة؟ حل تحديات الهندسة المعقدة
- ما هي الأحجام الدنيا والقصوى لتشغيل أجزاء PTFE آلياً؟ صمم للنجاح دون قيود عالمية
- ما هي الخصائص الرئيسية للتفلون (PTFE) المستخدم في الأجزاء المخصصة؟ | تحقيق أعلى أداء
- ما هي الاعتبارات التصميمية الهامة للأجزاء المصنوعة من PTFE المخصصة؟ التصميم من أجل الأداء والموثوقية