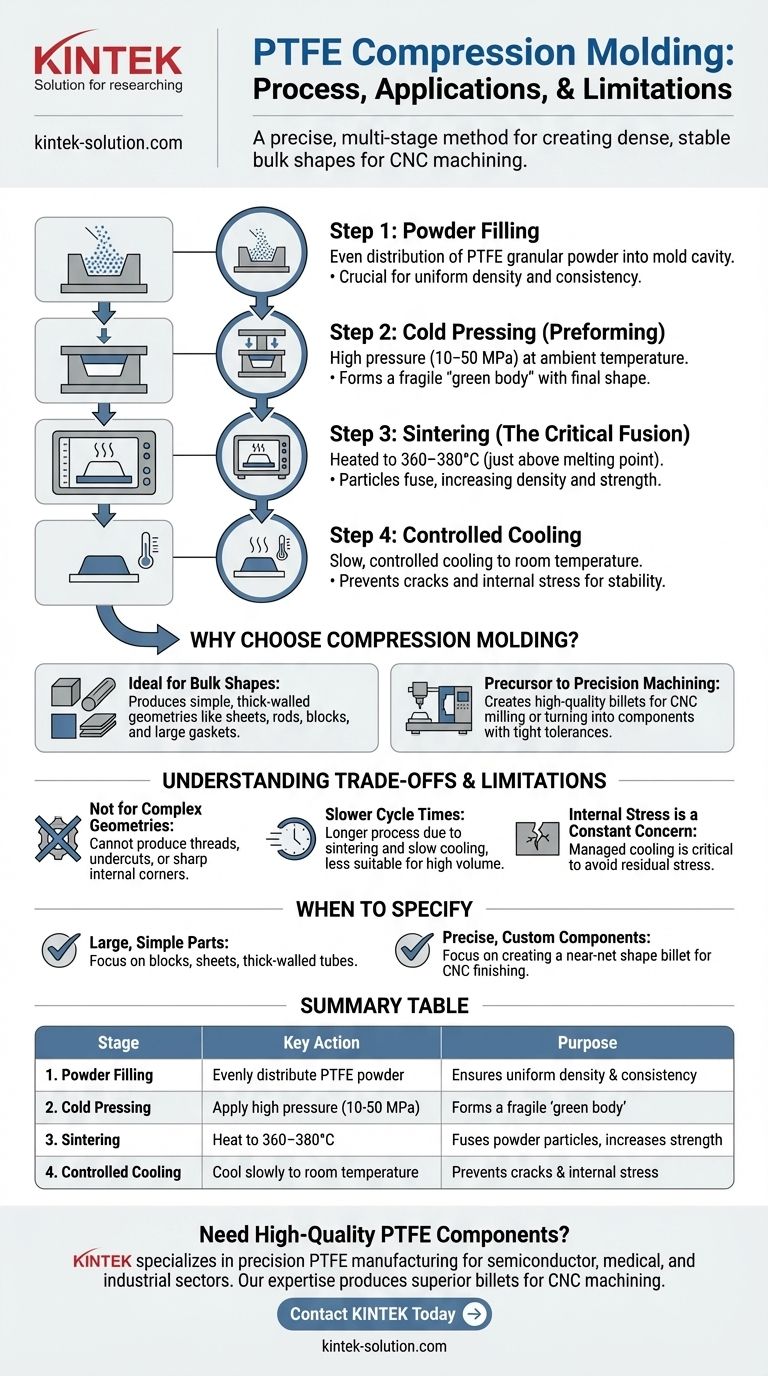
سير عمل عملية القولبة بالضغط لـ PTFE هو طريقة دقيقة ومتعددة المراحل تتضمن أربع خطوات رئيسية. أولاً، يتم ملء القالب بعناية بمسحوق PTFE. ثانيًا، يتم تعريض هذا المسحوق لضغط عالٍ في خطوة تسمى الضغط البارد لتشكيل جزء هش يسمى "الجسم الأخضر". ثالثًا، يتم تسخين الجزء في عملية تسمى التلبيد، والتي تدمج جزيئات المسحوق معًا. أخيرًا، يخضع لمرحلة تبريد بطيئة ومتحكم فيها ليتصلب إلى شكله النهائي المستقر.
لا تُستخدم القولبة بالضغط لـ PTFE بشكل أساسي لإنشاء أجزاء نهائية ومعقدة. بدلاً من ذلك، تتمثل وظيفتها الأساسية في إنتاج أشكال مجمعة كثيفة ومستقرة وبسيطة - مثل القضبان أو الألواح أو الكتل - والتي تعمل كقطع تمهيدية عالية الجودة للتشغيل الآلي اللاحق باستخدام الحاسب الآلي (CNC) لتحقيق أبعاد نهائية دقيقة.

تحليل العملية خطوة بخطوة
يعد فهم كل مرحلة من مراحل عملية القولبة بالضغط أمرًا بالغ الأهمية لتقدير سبب اختيارها لتطبيقات محددة وما يحدد جودة المنتج النهائي.
المرحلة 1: تعبئة المسحوق
تبدأ العملية بتوزيع كمية مُقاسة مسبقًا من مسحوق حبيبات PTFE بالتساوي في تجويف القالب.
تعد موحدة هذا التوزيع أمرًا بالغ الأهمية، لأنه يؤثر بشكل مباشر على كثافة واتساق الجزء النهائي. يمكن أن يؤدي التعبئة غير المتساوية إلى نقاط ضعف أو عدم دقة في الأبعاد.
المرحلة 2: الضغط البارد (التشكيل المسبق)
بمجرد ملء القالب، يطبق المكبس ضغطًا كبيرًا، يتراوح عادةً بين 10 و 50 ميجا باسكال (MPa). يتم ذلك في درجة حرارة الغرفة.
تؤدي هذه الخطوة إلى ضغط جزيئات المسحوق، مما يجبرها على التلامس الميكانيكي الوثيق وإنشاء شكل هش يدعم نفسه ذاتيًا يُعرف باسم الجسم الأخضر (green body). يحتوي هذا الجزء على شكله النهائي ولكن ليس له أي من خصائصه المادية النهائية.
المرحلة 3: التلبيد (الاندماج الحاسم)
يتم إزالة الجسم الأخضر بعناية من القالب ووضعه في فرن متخصص لعملية التلبيد.
يتم تسخين الجزء إلى درجة حرارة دقيقة تتراوح بين 360–380 درجة مئوية، وهي أعلى بقليل من نقطة انصهار PTFE. لا يصبح المادة سائلة حقًا؛ بدلاً من ذلك، تندمج الجزيئات الفردية معًا، مما يقضي على الفراغات ويزيد بشكل كبير من كثافة الجزء وقوته الميكانيكية.
المرحلة 4: التبريد المتحكم فيه
بعد التلبيد، يجب تبريد الجزء إلى درجة حرارة الغرفة ببطء شديد وفي ظل ظروف خاضعة للرقابة.
يتمتع PTFE بمعدل عالٍ من التمدد والانكماش الحراري. سيؤدي التبريد السريع إلى إحداث إجهادات داخلية كبيرة، مما يسبب تشققات ويضر بالسلامة الهيكلية للجزء. تعد مرحلة التبريد البطيء هذه ضرورية لإنتاج مكون نهائي مستقر وخالٍ من الإجهاد.
لماذا تختار القولبة بالضغط لـ PTFE؟
هذه العملية المعقدة ظاهريًا هي الطريقة المفضلة لـ PTFE لعدة أسباب رئيسية تتماشى مع الخصائص الفريدة للمادة وتطبيقاتها الشائعة.
مثالية للأشكال المجمعة (Bulk Shapes)
تتفوق القولبة بالضغط في إنتاج هندسات بسيطة ذات جدران سميكة. إنها الطريقة الأكثر فعالية لإنشاء مواد مخزونة مثل الألواح، والقضبان، والكتل، والحشيات الكبيرة.
مقدمة للتشغيل الآلي الدقيق
التطبيق الأكثر شيوعًا لهذه العملية ليس صنع جزء نهائي، بل إنشاء قطعة أولية عالية الجودة (billet). يتم بعد ذلك نقل هذه الكتلة أو القضيب الكثيف والمستقر إلى آلة CNC لعملية الطحن أو الخراطة إلى مكون ذي تفاوتات دقيقة.
غالبًا ما يكون هذا النهج المكون من خطوتين (القولبة ثم التشغيل الآلي) أكثر فعالية من حيث التكلفة وأكثر فعالية من محاولة قولبة جزء PTFE معقد مباشرة.
فهم المفاضلات والقيود
على الرغم من فعاليتها، تحمل هذه العملية قيودًا متأصلة تجعلها غير مناسبة لتطبيقات معينة. يعد الاعتراف بهذه المفاضلات أمرًا أساسيًا لاتخاذ قرار مستنير.
ليست للأشكال الهندسية المعقدة
طبيعة ضغط المسحوق في تجويف بسيط تعني أن هذه العملية لا يمكنها إنتاج ميزات معقدة مثل الخيوط، أو الزوايا الداخلية الحادة، أو التجاويف. يجب أن يكون شكل الجزء بسيطًا بما يكفي ليتم ضغطه وإخراجه.
أوقات دورة أبطأ
يؤدي الجمع بين التلبيد، والأهم من ذلك، مرحلة التبريد البطيئة جدًا إلى أوقات دورة طويلة. وهذا يجعل العملية أقل ملاءمة للإنتاج بكميات كبيرة مقارنة بالقولبة بالحقن للبلاستيك الحراري.
الإجهاد الداخلي مصدر قلق دائم
تعد إدارة دورة التبريد بشكل صحيح المتغير الأكثر أهمية لجودة الجزء. حتى مع التحكم الدقيق، يمكن أن يكون الإجهاد الداخلي المتبقي عاملاً، وهذا هو السبب في أن التشغيل الآلي غالبًا ما يتم على مادة مُلدنة حراريًا (تم تخفيف إجهادها).
متى يجب تحديد القولبة بالضغط لـ PTFE
يعتمد اختيار عملية التصنيع المناسبة كليًا على هدفك النهائي. استخدم هذه الإرشادات لتحديد ما إذا كانت القولبة بالضغط هي المسار الصحيح لمشروعك.
- إذا كان تركيزك الأساسي هو إنتاج أجزاء كبيرة وبسيطة مثل الكتل أو الألواح أو الأنابيب ذات الجدران السميكة: تعتبر القولبة بالضغط هي الطريقة الأكثر فعالية وغالبًا الطريقة الوحيدة القابلة للتطبيق للتصنيع.
- إذا كان تركيزك الأساسي هو تصنيع مكون مخصص ودقيق بتفاوتات محددة: حدد القولبة بالضغط لإنشاء قطعة أولية قريبة من الشكل النهائي (near-net shape billet)، والتي سيتم تشطيبها بعد ذلك عبر التشغيل الآلي باستخدام الحاسب الآلي.
يعد فهم هذا النهج المكون من مرحلتين - قولبة قطعة تمهيدية ثم تشغيلها آليًا إلى المواصفات النهائية - هو المفتاح للاستفادة بنجاح من الخصائص الفريدة لـ PTFE لتطبيقك.
جدول الملخص:
| المرحلة | الإجراء الرئيسي | الغرض |
|---|---|---|
| 1. تعبئة المسحوق | توزيع مسحوق PTFE بالتساوي في القالب | يضمن كثافة واتساقًا موحدين في الجزء النهائي |
| 2. الضغط البارد | تطبيق ضغط عالٍ (10-50 ميجا باسكال) في درجة حرارة الغرفة | يشكل "جسمًا أخضر" هشًا بالشكل المطلوب |
| 3. التلبيد | تسخين الجزء إلى 360–380 درجة مئوية | يدمج جزيئات المسحوق، ويزيد الكثافة والقوة |
| 4. التبريد المتحكم فيه | التبريد ببطء إلى درجة حرارة الغرفة | يمنع التشققات والإجهاد الداخلي لجزء نهائي مستقر |
هل تحتاج إلى مكونات PTFE عالية الجودة؟
تتخصص KINTEK في تصنيع PTFE الدقيق لقطاعات أشباه الموصلات والطب والمختبرات والصناعة. خبرتنا في القولبة بالضغط تنتج قطعًا تمهيدية فائقة - قضبان وألواح وكتل - مثالية للتشغيل الآلي اللاحق باستخدام الحاسب الآلي إلى مكونات نهائية دقيقة.
نحن نقدم تصنيعًا مخصصًا بدءًا من النماذج الأولية وحتى الطلبات عالية الحجم، مما يضمن تلبية أجزائك للمواصفات الدقيقة.
اتصل بـ KINTEL اليوم لمناقشة متطلبات مشروع PTFE الخاص بك والحصول على عرض أسعار!
دليل مرئي
المنتجات ذات الصلة
- جهاز تكثيف وارتداد مخصص من مادة PTFE مع ملف حلزوني ونظام تجميع بالدورق للمعالجة الكيميائية المسببة للتآكل
- جهاز تكثيف وارتداد وعزل غاز من PTFE للمعالجة الكيميائية الحيوية المسببة للتآكل نظام عالي الحرارة قابل للتخصيص
- خزان تفاعل مخصص من مادة البوليتترافلوورإيثيلين (PTFE) مقاوم للتآكل من الفلوروبوليمر لمعالجة المواد الكيميائية بسعات 10 لتر و 20 لتر و 30 لتر
- رف منفذة من البوليتيتلافلورإيثيلين المخصص لمعالجة رقائق السيليكون مقاوم للتآكل، مصمم لعمليات أشباه الموصلات ومعالجة البولي سيليكون عند درجات حرارة عالية
- حلول أنابيب PFA الملتفة عالية النقاء، تصنيع PTFE مخصص، لحام PFA وثني دقيق
يسأل الناس أيضًا
- كيف تفيد طاقة السطح المنخفضة لـ PTFE عملية التكثيف؟ تعزيز انتقال الحرارة ومنع التلوث
- ما هي تطبيقات PTFE في الصناعة الكيميائية؟ دليل للمقاومة الفائقة للتآكل
- ما هي الخصائص المحددة للمقاومة الكيميائية لـ PTFE المستخدم في أنابيب المكثفات؟ حماية لا مثيل لها من التآكل
- ما المزايا التقنية التي توفرها أنابيب المكثف من مادة PTFE فيما يتعلق بمقاومة الترسبات والصيانة؟ عزز كفاءتك.
- ما هي المزايا الميكانيكية والسلامة لاستخدام أدوات PTFE في المختبر؟ تعزيز السلامة والمتانة



















