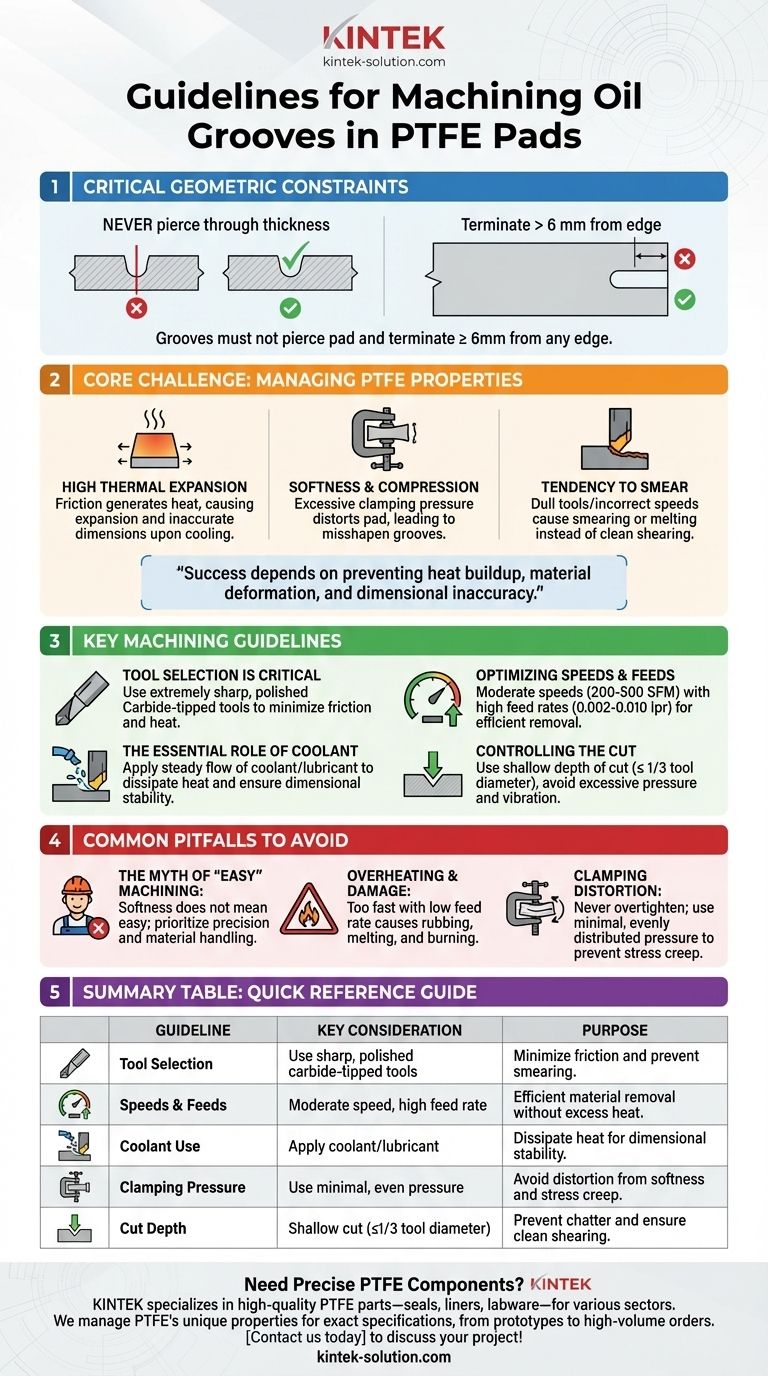
يخضع تشغيل أخاديد الزيت في وسادات PTFE لبعض القيود الهندسية الحرجة والفهم العميق للخصائص الفريدة للمادة. العملية مشابهة لتشغيل الحديد الزهر، ولكن يجب ألا تخترق الأخاديد سمك الوسادة أبدًا ويجب أن تنتهي على بعد 6 مم على الأقل من أي حافة. في حين أن الشكل والعمق المحددين للأخدود مرنان ويعتمدان على تطبيقك، فإن تشغيله بنجاح يتطلب تقنيات محددة لإدارة طبيعة PTFE.
التحدي الأساسي ليس هندسة أخدود الزيت، بل هو التحكم في ليونة PTFE وتمدده الحراري العالي المتأصل أثناء عملية التشغيل. يعتمد النجاح على استخدام الأدوات والتقنيات الصحيحة لمنع تراكم الحرارة وتشوه المادة وعدم دقة الأبعاد.

التحدي الأساسي: العمل بخصائص PTFE
لتشغيل PTFE بفعالية، يجب عليك تصميم عمليتك حول خصائصه الأساسية، وليس على الرغم منها. إن ليونته تجعله سهل القطع، لكن خصائصه الأخرى تشكل تحديات كبيرة للدقة.
التمدد الحراري العالي
يتمدد PTFE وينكمش بشكل كبير مع تغيرات درجة الحرارة. يولد الاحتكاك من أداة القطع حرارة، مما قد يتسبب في تمدد المادة أثناء القطع، مما يؤدي إلى بعد غير دقيق للأخدود بمجرد أن يبرد.
الليونة والانضغاط
المادة ناعمة ويمكن ضغطها بسهولة. سيؤدي ضغط التثبيت المفرط إلى تشويه الوسادة، وسيكون أي أخدود يتم تشغيله فيها مشوهًا بمجرد إزالة الضغط. هذه الخاصية، المعروفة باسم زحف الإجهاد، تجعل الحفاظ على التفاوتات الضيقة أمرًا صعبًا.
الميل إلى التلطيخ (التشوه)
إذا كانت أدوات القطع غير حادة أو كانت سرعات القطع غير صحيحة، فقد يتلطخ PTFE أو يذوب بدلاً من أن ينقطع بوضوح. ينتج عن ذلك تشطيب سطحي رديء ويمكن أن يسد أداة القطع.
إرشادات التشغيل الرئيسية لأخاديد PTFE
يعد الالتزام بأفضل الممارسات للأدوات والسرعات والتعامل مع قطعة العمل أمرًا ضروريًا للحصول على نتيجة دقيقة ونظيفة. تم تصميم هذه الإرشادات للتخفيف من التحديات التي تفرضها المادة نفسها.
اختيار الأداة أمر بالغ الأهمية
يجب أن تكون أدوات القطع الخاصة بك حادة للغاية ومصقولة. يُفضل بشدة الأدوات ذات الأطراف الكربيدية لأنها تحافظ على حافة حادة لفترة أطول وتولد حرارة احتكاك أقل من الفولاذ عالي السرعة (HSS). يضمن السطح الأملس للأداة سهولة تدفق الرقائق بعيدًا.
تحسين السرعات والتغذية
الهدف هو إزالة المادة بكفاءة دون توليد حرارة زائدة. استخدم سرعات قطع معتدلة (نقطة البداية هي 200 إلى 500 قدم سطحي في الدقيقة) جنبًا إلى جنب مع معدلات تغذية عالية نسبيًا (0.002 إلى 0.010 بوصة لكل دورة). يضمن معدل التغذية الأعلى أن الأداة تقطع مادة جديدة باستمرار وتساعد على إخلاء الرقائق بسرعة.
الدور الأساسي لسائل التبريد
يوصى بشدة باستخدام سائل تبريد أو مادة تشحيم لأي عمليات كثيفة الحرارة على PTFE. يشتت التدفق المستمر لسائل التبريد الحرارة عند واجهة القطع، مما يمنع التمدد الحراري ويضمن الاستقرار الأبعاد.
التحكم في القطع
استخدم عمق قطع ضحل، ويفضل ألا يزيد عن ثلث قطر الأداة. تجنب الضغط والاهتزاز المفرطين، حيث يمكن أن يتسبب ذلك في اهتزاز المادة الناعمة أو تشوهها، مما يؤدي إلى تشطيب سطحي رديء.
المزالق الشائعة التي يجب تجنبها
إن فهم ما يمكن أن يسوء لا يقل أهمية عن معرفة الإجراء الصحيح. يرتكب العديد من مشغلي الآلات الجدد في PTFE أخطاء يمكن التنبؤ بها تقوض الجزء النهائي.
أسطورة التشغيل "السهل"
على الرغم من أن PTFE ناعم ولا يسبب تآكلًا كبيرًا للأداة، إلا أن هذا لا يجعله سهل التشغيل بدقة. ليونته هي مصدر التحديات الرئيسية: التشوه تحت الضغط وصعوبة تحقيق قص نظيف.
ارتفاع درجة الحرارة وتلف المادة
إن تشغيل الأداة بسرعة كبيرة بمعدل تغذية منخفض هو خطأ شائع. يتسبب هذا في احتكاك الأداة بالمادة بدلاً من قطعها، مما يولد حرارة موضعية مكثفة يمكن أن تذيب PTFE أو تحرقه، مما يتلف الوسادة.
تشوه التثبيت
لا تقم أبدًا بشد وسادة PTFE بشكل مفرط في ملزمة أو تركيب. ستنضغط المادة، ولن يلبي الأخدود المشغل أبعاده المطلوبة بعد تحرير الجزء. استخدم الحد الأدنى من ضغط التثبيت الموزع بالتساوي.
اتخاذ الخيار الصحيح لهدفك
سيحدد هدفك المحدد أي جانب من جوانب العملية تحتاج إلى إعطائه الأولوية.
- إذا كان تركيزك الأساسي هو الدقة الأبعاد: إعطاء الأولوية للإدارة الحرارية باستخدام سائل تبريد وافر واستخدام الحد الأدنى من ضغط التثبيت لمنع أي تشوه للوسادة.
- إذا كان تركيزك الأساسي هو تشطيب سطحي نظيف: استخدم أدوات كربيدية مصقولة وحادة للغاية بمعدلات تغذية عالية لضمان قص المادة بوضوح بدلاً من تلطيخها.
- إذا كنت تقوم بإعداد عملية جديدة: ابدأ بسرعات قطع متحفظة وركز على الإزالة الفعالة للرقائق قبل زيادة المعلمات تدريجيًا للعثور على التوازن الأمثل لمعداتك.
في نهاية المطاف، يأتي تشغيل PTFE الناجح من احترام الخصائص الفريدة للمادة من خلال الإعداد الدقيق والتنفيذ الدقيق.
جدول الملخص:
| الإرشاد | الاعتبار الرئيسي | الغرض |
|---|---|---|
| اختيار الأداة | استخدم أدوات حادة ومصقولة ذات أطراف كربيدية | تقليل الاحتكاك ومنع تلطيخ المادة |
| السرعات والتغذية | سرعة معتدلة (200-500 قدم/دقيقة)، معدل تغذية عالٍ | إزالة المواد بكفاءة دون حرارة زائدة |
| استخدام سائل التبريد | تطبيق سائل تبريد/مادة تشحيم أثناء القطع | تبديد الحرارة للحفاظ على الاستقرار الأبعاد |
| ضغط التثبيت | استخدم الحد الأدنى من الضغط المتساوي | تجنب التشوه الناتج عن ليونة PTFE وزحف الإجهاد |
| عمق القطع | قطع ضحل (≤1/3 قطر الأداة) | منع الاهتزاز وضمان القص النظيف |
هل تحتاج إلى مكونات PTFE دقيقة ومصنعة حسب الطلب؟
في KINTEK، نحن متخصصون في تصنيع أجزاء PTFE عالية الجودة - بما في ذلك الأختام والبطانات وأدوات المختبر المخصصة - لقطاعات أشباه الموصلات والطب والمختبرات والصناعة. تضمن خبرتنا في إدارة الخصائص الفريدة لـ PTFE تصنيع مكوناتك وفقًا للمواصفات الدقيقة، مع تجنب المزالق الشائعة مثل التمدد الحراري والتشوه.
نحن نقدم تصنيعًا مخصصًا بدءًا من النماذج الأولية وحتى الطلبات عالية الحجم، مع إعطاء الأولوية للدقة والمتانة. دعنا نتولى تعقيدات تشغيل PTFE نيابة عنك.
اتصل بنا اليوم لمناقشة متطلبات مشروعك والحصول على عرض أسعار!
دليل مرئي
المنتجات ذات الصلة
- قرص تشتت مادة البولي تترافلوoroإيثيلين (PTFE) عالي النقاء ومقاوم للتآكل ومضرب تقليب خامل للخلط في الصناعات الغذائية والصيدلانية ومستحضرات التجميل
- قرص تشتت PTFE من الدرجة الغذائية والتجميلية غير لاصق ومقاوم للتآكل مضرب خلط كبير قابل للتخصيص
- لوح عزل حراري من مادة PTFE قابل للتخصيص مقاوم لدرجات الحرارة العالية والتآكل منظم متعدد الطبقات للاستخدام في المختبر
- لوحة عزل حراري من بولي تترا فلورو إيثيلين (PTFE) مقاومة للحرارة العالية وحامل خالٍ من المعادن ومقاوم للتآكل للمختبرات فائقة النظافة
- قرص تحريك مقاوم للتآكل من PTFE لوحة تشتيت كيميائية قطر 350 مم ملحق خلاط الفلوروبوليمر
يسأل الناس أيضًا
- ما هي مواصفات التفاوت المسموح به لسُمك أقراص PTFE؟ ولماذا يُعد ±20% هو المعيار الصناعي؟
- ما هي فوائد محركات التحريك المصنوعة من PTFE؟ ضمان النقاء الكيميائي وحماية أواني المختبر الخاصة بك
- ما هي تطبيقات تشتت PTFE؟ دليل للطلاءات المقاومة للالتصاق والمقاومة للمواد الكيميائية والمزيد
- ما هو استخدام تشتت PTFE؟ إنشاء طبقات وأغشية رقيقة عالية الأداء
- ما هي طريقة التشتت لإنتاج PTFE وما هي منتجاتها؟ مثالية للطلاءات والأفلام الرقيقة