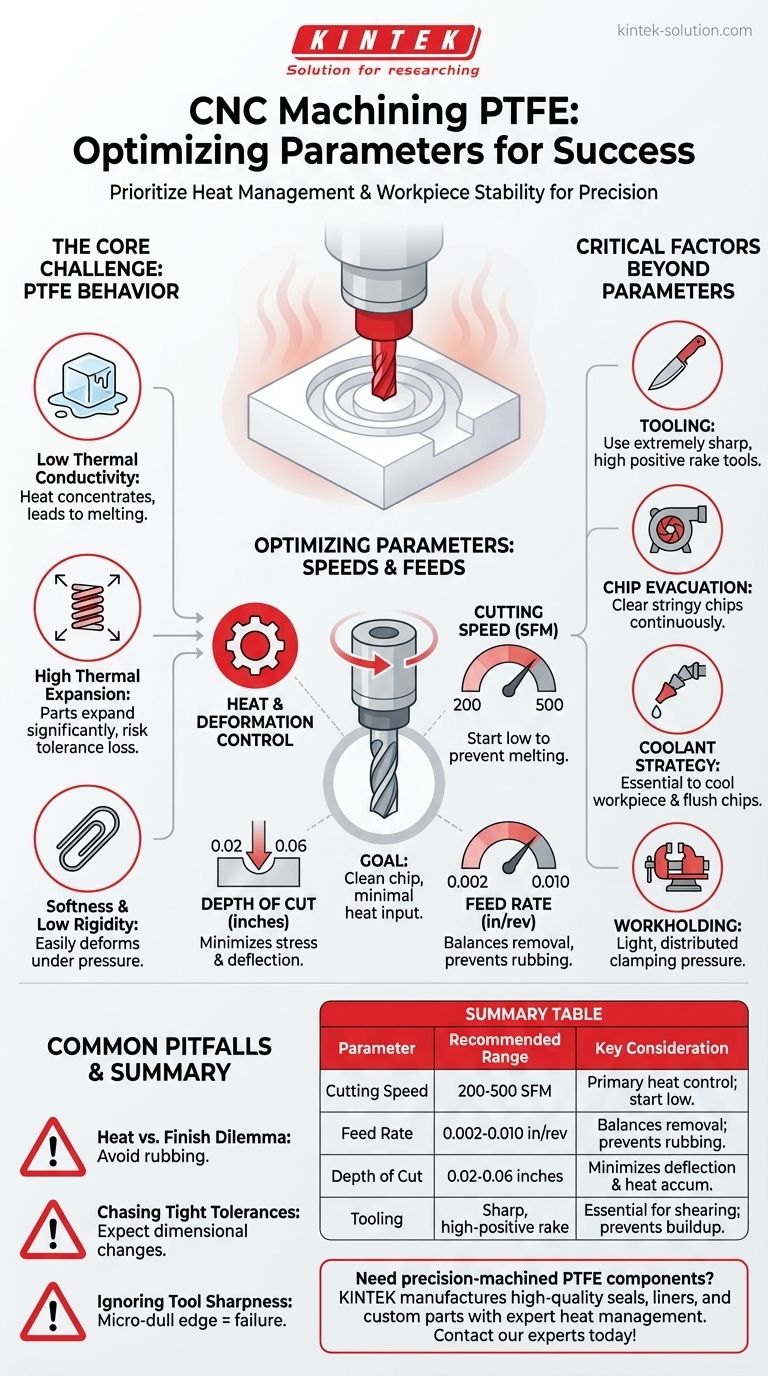
لنجاح تشغيل بولي تترافلورو إيثيلين (PTFE) باستخدام الحاسب الآلي، يجب عليك إعطاء الأولوية لإدارة الحرارة واستقرار قطعة العمل على إزالة المواد بقوة. معلمات البدء الموصى بها هي سرعة قطع تتراوح بين 200-500 قدم سطحي في الدقيقة (SFM)، ومعدل تغذية يتراوح بين 0.002-0.010 بوصة لكل دورة، وعمق قطع ضحل يتراوح بين 0.02-0.06 بوصة.
التحدي الأساسي في تشغيل PTFE باستخدام الحاسب الآلي ليس صلابته، بل مزيجه الفريد من الليونة، والتوصيل الحراري المنخفض، والتمدد الحراري العالي. يعتمد نجاحك بالكامل على استراتيجية تقلل من توليد الحرارة والتشوه المادي في كل مرحلة من مراحل العملية.

التحدي الأساسي: فهم سلوك PTFE
إن تشغيل PTFE باستخدام الحاسب الآلي هو أقل عن القوة الغاشمة وأكثر عن الدقة. على عكس المعادن، تخلق خصائص PTFE مجموعة فريدة من التحديات التي تملي نهجًا محددًا. يعد فهم هذه الخصائص مفتاحًا للحصول على أجزاء دقيقة وعالية الجودة.
الليونة وانخفاض الصلابة
PTFE مادة لينة يمكن أن تتشوه بسهولة تحت الضغط. التثبيت العدواني أو ضغط الأداة المفرط سيؤدي إلى ضغط أو تشويه قطعة العمل، مما يجعل من المستحيل الحفاظ على تفاوتات دقيقة.
انخفاض التوصيل الحراري
هذه هي الخاصية الأكثر أهمية للإدارة. لا يشتت PTFE الحرارة بشكل جيد. أي حرارة تتولد عن الاحتكاك عند حافة القطع سوف تتركز في منطقة صغيرة، مما يؤدي بسرعة إلى الذوبان بدلاً من القطع النظيف.
التمدد الحراري العالي
عندما يسخن PTFE، فإنه يتمدد بشكل كبير أكثر من المعادن. حتى زيادة طفيفة في درجة الحرارة يمكن أن تتسبب في خروج الجزء عن التفاوت، ليعود وينكمش بعد أن يبرد، مما يؤدي إلى ميزة أصغر من الحجم المطلوب.
تحسين معلمات التشغيل الآلي
يجب تحديد السرعات والتغذية الخاصة بك بهدف صريح للتحكم في العوامل المذكورة أعلاه. الهدف هو إنشاء رقاقة نظيفة مع الحد الأدنى من إدخال الحرارة.
سرعة القطع: التحكم الأساسي في الحرارة
ترتبط سرعة القطع مباشرة بالحرارة الاحتكاكية. في حين أن بعض المصادر تشير إلى إمكانية تحقيق سرعات أعلى، يوصى بنقطة بداية متحفظة تبلغ 200-500 SFM لمنع الذوبان وتراكم المواد على الأداة.
ابدأ دائمًا بالطرف الأدنى من النطاق ولاحظ القطع. إذا رأيت أي علامات للذوبان أو ملمس "لزج"، قم بتقليل سرعتك على الفور.
معدل التغذية: الموازنة بين الإزالة والإنهاء
يخلق معدل تغذية يتراوح بين 0.002 إلى 0.010 بوصة لكل دورة (أو 0.1–0.2 مم/دورة) التوازن الصحيح. معدل تغذية منخفض جدًا سيجعل الأداة تحتك بدلاً من القطع، مما يولد حرارة زائدة.
يؤدي معدل تغذية مرتفع بشكل معتدل ضمن هذا النطاق إلى إنتاج رقاقة أكثر سمكًا تساعد على إبعاد الحرارة عن قطعة العمل، مما ينتج عنه قطع أنظف وأبرد.
عمق القطع: تقليل الإجهاد
حافظ على عمق القطع ضحلًا، عادة ما بين 0.02 و 0.06 بوصة (0.5–1.5 مم). يقلل العمق الأصغر من قوة القطع، مما يقلل من خطر انحراف الجزء وتراكم الحرارة. هذا أمر بالغ الأهمية للحفاظ على الدقة وتحقيق تشطيب سطحي جيد.
العوامل الحاسمة وراء السرعات والتغذية
يتطلب تحقيق النجاح مع PTFE النظر إلى ما هو أبعد من المعلمات الأساسية. إن أدواتك، واستراتيجية التبريد، وتثبيت العمل لا تقل أهمية.
الأدوات غير قابلة للتفاوض
استخدم أدوات قطع حادة للغاية، ويفضل أن تكون مصممة للبلاستيك أو الألومنيوم. زاوية ميل إيجابية عالية وأخاديد مصقولة ستنتج إجراء قص وتساعد على منع الرقائق من الالتصاق. ستقوم الأداة الباهتة بالحفر والاحتكاك بالمادة، مما يضمن الفشل.
الإخلاء الفعال للرقائق
ينتج PTFE رقائق طويلة وخيطية (نشارة) يمكن أن تلتف حول الأداة وقطعة العمل، مما يسبب تراكم الحرارة ويشوه التشطيب السطحي. تأكد من وجود خلوص كافٍ للأداة وفكر في استخدام هواء موجه أو سائل تبريد لإبعاد الرقائق باستمرار عن منطقة القطع.
استراتيجية سائل التبريد
لأي عملية تولد حرارة كبيرة، يعد نظام سائل التبريد ضروريًا. الغرض الأساسي من سائل التبريد هو تبريد قطعة العمل وتطهير الرقائق. يعمل سائل التبريد الفيضان القياسي بشكل جيد لهذا الغرض.
تثبيت العمل وضغط التثبيت
طبق فقط ضغط التثبيت الكافي لتثبيت قطعة العمل بأمان. استخدم فكوكًا ناعمة أو وزع قوة التثبيت على مساحة أكبر لتجنب تشويه المادة الخام قبل أن تبدأ التشغيل الآلي.
فهم العوائق الشائعة
حتى مع المعلمات الصحيحة، فإن بعض التحديات متأصلة في العمل مع PTFE. إن إدراكها يسمح لك بتوقع المشكلات المحتملة والتخفيف من حدتها.
معضلة الحرارة مقابل الإنهاء
في حين أن السرعات العالية تولد حرارة، فإن التحرك ببطء شديد مع معدل تغذية منخفض يمكن أن يتسبب في احتكاك الأداة ببساطة بالمادة. يخلق هذا الإجراء التلميع أيضًا حرارة كبيرة وينتج عنه تشطيب سطحي ضعيف. يجب عليك العثور على النقطة المثالية حيث تقوم الأداة باستمرار بتشكيل رقاقة.
السعي وراء التفاوتات الدقيقة
إن مرونة PTFE وتمدده الحراري يجعلان الحفاظ على تفاوتات دقيقة للغاية (على سبيل المثال، +/- 0.002 بوصة) مهمة لآلات التشغيل المهرة. توقع بعض التغيير الأبعاد عندما تبرد القطعة إلى درجة حرارة الغرفة. قم دائمًا بقياس الأجزاء بعد استقرارها.
تجاهل حدة الأداة
هذا هو الخطأ الأكثر شيوعًا. قد لا تكون حافة القطع التي تبدو حادة بما يكفي للألومنيوم حادة بما يكفي لـ PTFE. ستبدأ الحافة الباهتة المجهرية على الفور في فرك المادة وتليينها. عند الشك، استخدم أداة جديدة وحادة.
كيفية تطبيق هذا على مشروعك
ستكون معلماتك المحددة دالة لهدفك الأساسي. استخدم هذه التوصيات كنقطة انطلاق واضبطها بناءً على الملاحظة.
- إذا كان تركيزك الأساسي هو الدقة الأبعاد: أعط الأولوية لسرعات القطع المنخفضة، وعمق القطع الضحل، والتبريد المستمر لإدارة التمدد الحراري.
- إذا كان تركيزك الأساسي هو التشطيب السطحي: استخدم أدوات حادة للغاية ومصقولة ذات زاوية ميل إيجابية عالية وتأكد من أن معدل التغذية الخاص بك كافٍ للقطع بنظافة دون احتكاك.
- إذا كان تركيزك الأساسي هو الإزالة السريعة للمواد (التخشين): استخدم الطرف الأعلى من معدل التغذية وعمق القطع الموصى به، ولكن حافظ على سرعات القطع معتدلة وتأكد من إخلاء الرقائق بشكل ممتاز.
من خلال إدارة الحرارة والتشوه كأولويات قصوى لك، يمكنك تشغيل PTFE باستخدام نتائج عالية الجودة ويمكن التنبؤ بها.
جدول الملخص:
| المعلمة | النطاق الموصى به | الاعتبار الرئيسي |
|---|---|---|
| سرعة القطع | 200-500 SFM | التحكم الأساسي في الحرارة الاحتكاكية؛ ابدأ منخفضًا لمنع الذوبان. |
| معدل التغذية | 0.002-0.010 بوصة/دورة | يوازن بين إزالة المواد والإنهاء؛ يمنع الاحتكاك. |
| عمق القطع | 0.02-0.06 بوصة | يقلل من انحراف الجزء وتراكم الحرارة. |
| الأدوات | حادة، زاوية ميل إيجابية عالية | ضروري لقطع قص نظيف؛ يمنع تراكم المواد. |
هل تحتاج إلى مكونات PTFE مشغولة بدقة؟ يتطلب تشغيل PTFE خبرة متخصصة لإدارة خصائصه الفريدة مثل التوصيل الحراري المنخفض والتمدد العالي. تقوم KINTEK بتصنيع موانع تسرب PTFE عالية الجودة، والبطانات، وأدوات المختبر، والمكونات المخصصة لقطاعات أشباه الموصلات والطب والمختبرات والصناعة. نحن نعطي الأولوية للإنتاج الدقيق، من النماذج الأولية إلى الطلبات عالية الحجم، مما يضمن تلبية أجزائك للمواصفات الدقيقة. اتصل بخبرائنا اليوم لمناقشة مشروعك والحصول على عرض أسعار!
دليل مرئي
المنتجات ذات الصلة
- أجهزة معملية مخصصة من PTFE مقاومة للتآكل وخلايا تفاعل منخفضة الخلفية تصنيع دقيق باستخدام CNC
- أكواب وقوارير PTFE كبيرة الحجم للتطبيقات المخبرية المقاومة للتآكل في درجات الحرارة العالية مع التصنيع المخصص باستخدام التحكم الرقمي بالحاسوب
- خلية عينة مخروطية من بولي تيترا فلورو إيثيلين (PTFE) مصنعة حسب الطلب ومقاومة للتآكل، حاوية فلوروبوليمر مثلثة للتحليل الدقيق
- كاشطات ومجارف PTFE القابلة للتخصيص للتطبيقات المطلوبة
- قمع فصل ضغط ثابت مخصص من مادة PTFE مقاوم للتآكل منخفض الخلفية للأدوات المخبرية لقوارير PFA
يسأل الناس أيضًا
- ما هي خصائص المقاومة الكيميائية الأساسية لأدوات مختبر PTFE؟ نقاء وخمول لا مثيل لهما
- ما هو نطاق التوافق الكيميائي لأجهزة المختبر المصنوعة من مادة البوليتترافلوورإيثيلين (PTFE)؟ استكشف المقاومة الكيميائية شبه العالمية لهذه المادة.
- ما هي المادة المستخدمة في تشكيل أدوات مختبرات PTFE؟ الدور الحاسم لراتنج PTFE النقي
- ما هو نطاق درجة الحرارة التشغيلية لأدوات المختبر المصنوعة من PTFE؟ إتقان الحدود الحرارية من -200 درجة مئوية إلى +260 درجة مئوية
- كيف تقارن مادة PTFE بالبولي إيثيلين (PE) من حيث مقاومة المواد الكيميائية ودرجة الحرارة؟ اختر البوليمر المناسب للظروف القاسية



















