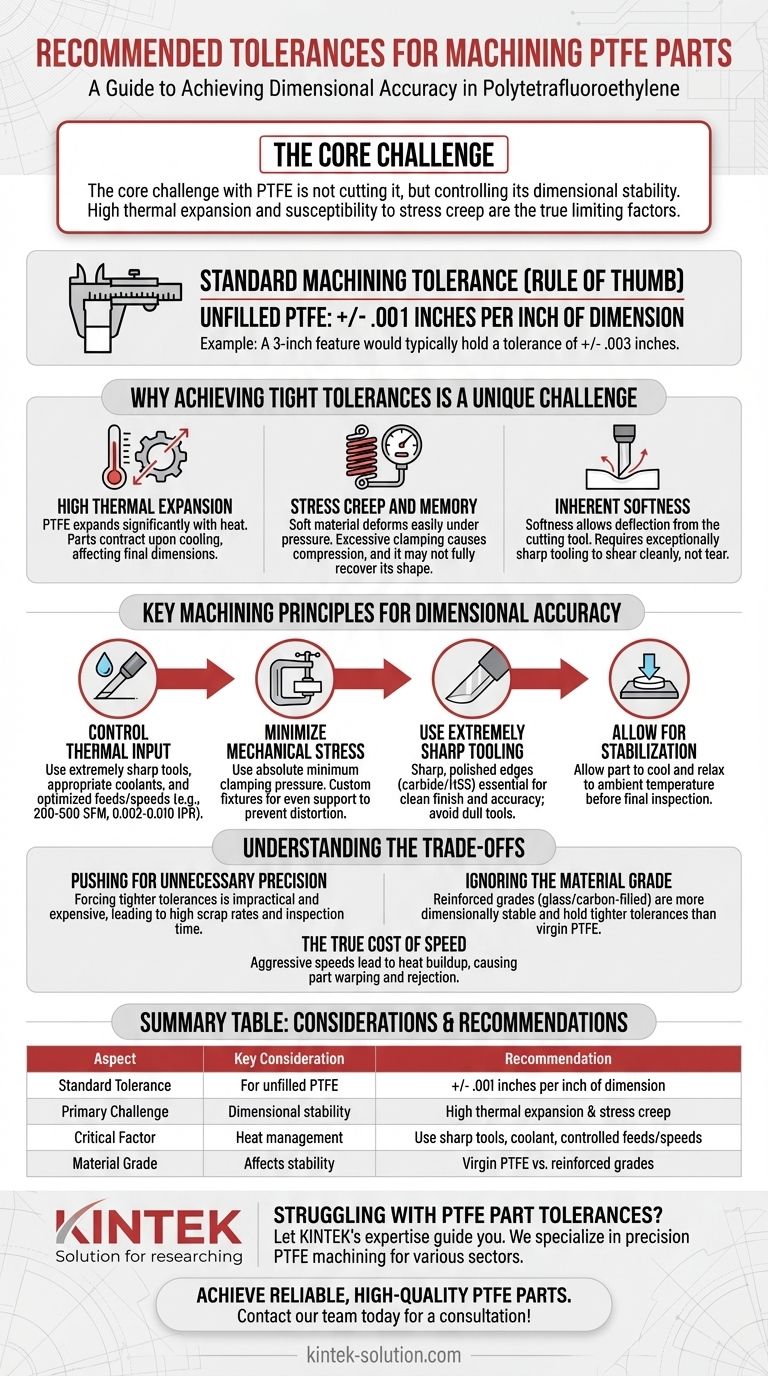
كقاعدة عامة موثوقة، فإن تفاوت التشغيل القياسي لـ PTFE غير المحشو (بولي تترافلورو إيثيلين) هو +/- 0.001 بوصة لكل بوصة من البعد. على سبيل المثال، الميزة التي يبلغ طولها 3 بوصات ستحافظ عادةً على تفاوت يبلغ +/- 0.003 بوصة. في حين أن التفاوتات الأكثر إحكامًا ممكنة، فإن تحقيقها يتطلب فهمًا عميقًا للسلوك الفريد للمادة وتقنيات التشغيل المتخصصة.
التحدي الأساسي مع PTFE ليس قطعه، بل التحكم في استقراره الأبعاد. في حين أن ليونته تجعله سهل التشغيل، فإن تمدده الحراري العالي وقابليته للزحف الناتج عن الإجهاد هما العاملان المحددان الحقيقيان في تحقيق التفاوتات الضيقة.

لماذا يعد تحقيق التفاوتات الضيقة في PTFE تحديًا فريدًا
يتضمن التشغيل الناجح لـ PTFE العمل مع خصائصه، وليس ضده. تجعله العديد من الخصائص المتأصلة مختلفًا بشكل أساسي عن المعادن أو البلاستيك الأكثر صلابة.
التمدد الحراري العالي
يتمتع PTFE بمعامل تمدد حراري عالٍ جدًا. الحرارة المتولدة أثناء عملية القطع، حتى لو كانت طفيفة، ستؤدي إلى تمدد المادة بشكل كبير. عندما يبرد الجزء إلى درجة حرارة الغرفة، فإنه ينكمش، مما يعني أن البعد النهائي قد لا يكون هو ما تم قياسه على الماكينة.
زحف الإجهاد والذاكرة
هذه المادة ناعمة وتتشوه بسهولة تحت الضغط. القوة المفرطة للتثبيت أثناء التشغيل ستضغط على الجزء. عند تحريره، قد لا يعود بالكامل إلى شكله الأصلي، وهي ظاهرة تُعرف باسم زحف الإجهاد. هذا يجعل تثبيت قطعة العمل متغيرًا حاسمًا.
النعومة المتأصلة
في حين أن النعومة تجعل PTFE سهل القطع، إلا أنها تعني أيضًا أن المادة يمكن أن تنحرف بعيدًا عن أداة القطع إذا لم يتم دعمها بشكل صحيح. كما يتطلب أدوات قطع حادة بشكل استثنائي لقصها بنظافة بدلاً من دفع المادة أو تمزيقها.
مبادئ التشغيل الرئيسية للدقة الأبعاد
يعتمد التحكم في الخصائص الفريدة لـ PTFE على نهج منضبط لعملية التشغيل. النجاح يتعلق بالبراعة أكثر من إزالة المواد بقوة.
التحكم في المدخلات الحرارية
إدارة الحرارة هي العامل الأكثر أهمية. يتم تحقيق ذلك باستخدام أدوات حادة للغاية (يُفضل استخدام رؤوس الكربيد)، ومواد تبريد مناسبة، وسرعات وتغذية محسّنة. غالبًا ما تتراوح سرعات القطع الموصى بها في نطاق 200-500 قدم سطحي في الدقيقة مع معدل تغذية يتراوح بين 0.002 بوصة إلى 0.010 بوصة لكل دورة.
تقليل الإجهاد الميكانيكي
استخدم الحد الأدنى المطلق لضغط التثبيت المطلوب لتثبيت الجزء بأمان. غالبًا ما تكون التركيبات المخصصة التي تدعم قطعة العمل بالتساوي ضرورية لمنع التشوه. تجنب الإفراط في إحكام ربط المشابك أو الظرف.
استخدام أدوات قطع حادة للغاية
الأدوات الباهتة تولد احتكاكًا وحرارة زائدين، وتميل إلى دفع المادة بدلاً من قطعها بنظافة. حواف القطع الحادة والمصقولة، ويفضل أن تكون على أدوات الكربيد أو الفولاذ عالي السرعة (HSS)، ضرورية للحصول على تشطيب سطحي نظيف ودقة أبعاد.
السماح بالاستقرار
بعد التشغيل، يجب السماح للجزء بالتبريد والاسترخاء إلى درجة حرارة محيطة مستقرة قبل إجراء الفحص والقياس النهائيين. سيؤدي قياس جزء لا يزال دافئًا من القطع إلى نتائج غير دقيقة.
فهم المفاضلات
يؤدي التصميم لـ PTFE دون مراعاة حدوده إلى تكلفة غير ضرورية وارتفاع معدلات الخردة.
الدفع نحو دقة غير ضرورية
إن فرض تفاوتات أكثر إحكامًا من القاعدة القياسية +/- 0.001 بوصة لكل بوصة على PTFE البكر غالبًا ما يكون غير عملي ومكلفًا. يؤدي هذا إلى زيادة كبيرة في وقت الفحص واحتمال رفض الأجزاء.
تجاهل درجة المادة
تنطبق قاعدة التفاوت القياسية بشكل أساسي على PTFE البكر غير المحشو. الدرجات المقواة، مثل PTFE الممزوج بالزجاج أو الكربون، هي أكثر استقرارًا من الناحية الأبعاد ويمكنها الحفاظ على تفاوتات أكثر إحكامًا بشكل ملحوظ بسبب انخفاض تمددها الحراري وزحفها.
التكلفة الحقيقية للسرعة
محاولة تشغيل PTFE بنفس السرعات والتغذيات القوية المستخدمة للمواد الأخرى هو خطأ شائع. يتم فقدان الوقت الذي تم توفيره في القطع بسرعة بسبب الأجزاء المرفوضة التي تشوهت أو خرجت عن التفاوت بسبب تراكم الحرارة.
اتخاذ الخيار الصحيح لتصميمك
يجب أن يحدد متطلبات تطبيقك المحددة نهجك لتفاوت PTFE.
- إذا كان تركيزك الأساسي هو المكونات القياسية: صمم الجزء الخاص بك مع وضع قاعدة +/- 0.001 بوصة لكل بوصة في الاعتبار منذ البداية لضمان قابلية التصنيع الفعالة من حيث التكلفة.
- إذا كان تطبيقك يتطلب تفاوتات أكثر إحكامًا: حدد درجة PTFE مستقرة ومقواة واستشر آلة متمرس حول الجدوى والآثار المترتبة على التكلفة.
- إذا كنت تقوم بتشغيل الجزء بنفسك: إعطاء الأولوية للتحكم في الحرارة والضغط قبل كل شيء باستخدام أدوات حادة ومواد تبريد وقوة تثبيت دنيا وموزعة بالتساوي.
في نهاية المطاف، يأتي التشغيل الناجح لـ PTFE من احترام الخصائص المتأصلة للمادة بدلاً من محاربتها.
جدول الملخص:
| الجانب | الاعتبار الرئيسي | التوصية |
|---|---|---|
| التفاوت القياسي | لـ PTFE غير المحشو | +/- 0.001 بوصة لكل بوصة من البعد |
| التحدي الأساسي | الاستقرار الأبعاد | التمدد الحراري العالي وزحف الإجهاد |
| العامل الحاسم | إدارة الحرارة | استخدام أدوات حادة ومواد تبريد وسرعات وتغذية مضبوطة |
| درجة المادة | تؤثر على الاستقرار | PTFE البكر مقابل الدرجات المقواة (الممزوجة بالزجاج/الكربون) |
هل تعاني من تفاوتات أجزاء PTFE؟ دع خبرة KINTEK ترشدك.
نحن متخصصون في تشغيل مكونات PTFE الدقيقة (الحشوات، البطانات، أدوات المختبر) لقطاعات أشباه الموصلات، والطب، والمختبرات، والصناعة. يتيح لنا فهمنا العميق للسلوك الفريد لـ PTFE تقديم الاستقرار الأبعاد الذي يتطلبه تطبيقك، بدءًا من النماذج الأولية وحتى الإنتاج بكميات كبيرة.
نحن نساعدك على:
- تطبيق التفاوتات الصحيحة لتحقيق قابلية تصنيع فعالة من حيث التكلفة.
- اختيار درجة PTFE المثلى (بكر أو مقوى) لاحتياجاتك.
- الاستفادة من التقنيات المتخصصة للتحكم في التمدد الحراري وزحف الإجهاد.
احصل على أجزاء PTFE موثوقة وعالية الجودة. اتصل بفريقنا اليوم للحصول على استشارة!
دليل مرئي
المنتجات ذات الصلة
- مُصنع قطع غيار تفلون PTFE المقولبة المشكّلة آليًا والمخصصة للمختبر سلة زهور تنظيف الزجاج الموصلة ITO FTO
- خلية عينة مخروطية من بولي تيترا فلورو إيثيلين (PTFE) مصنعة حسب الطلب ومقاومة للتآكل، حاوية فلوروبوليمر مثلثة للتحليل الدقيق
- الشركة المصنعة لأجزاء PTFE المخصصة لأجزاء التفلون وملاقط PTFE
- الشركة المصنعة لقطع غيار PTFE المخصصة لحاويات ومكونات التفلون
- مضرب تحريك PTFE مقاوم للتآكل وقرص تشتيت بولي تترا فلورو إيثيلين قابل للتخصيص
يسأل الناس أيضًا
- ما هي المزايا التي توفرها سلال الزهور من مادة PTFE لصناعة الطاقة الضوئية والطاقة الشمسية؟ تعزيز كفاءة الخلية
- كيف تساهم سلال الزهور المصنوعة من PTFE في النقاء في تصنيع أشباه الموصلات؟ تحقيق نقاء أقل من 10 أجزاء لكل تريليون (ppt) وعدم وجود تسرب
- ما العوامل التي تساهم في السلامة الميكانيكية طويلة المدى لسلال الزهور من مادة PTFE تحت التدرج الحراري؟ دليل الخبراء.
- كيف تساهم سلة الزهور المصنوعة من PTFE في كفاءة شطف وتجفيف الركائز؟ تعزيز كفاءة العمليات المخبرية
- ما هي الوظيفة والتطبيق الأساسي لسلة الزهور المصنوعة من PTFE؟ دليل الخبراء للمعالجة عالية النقاء



















