أهم الاعتبارات النهائية عند تشغيل التفلون (PTFE) هي توقع عدم استقرار المادة، وتطبيق بروتوكولات سلامة صارمة، وغالباً ما يتم إجراء عملية تخفيف الإجهاد بعد التشغيل. النجاح في التعامل مع التفلون يتعلق بالتحكم في القوى الحرارية والفيزيائية التي تسبب تشوهه وزحفه وإطلاقه للأبخرة الخطرة، وليس فقط بعملية القطع نفسها.
إن الخصائص المميزة للتفلون - ليونته، وتمدده الحراري العالي، واحتكاكه المنخفض - هي أيضاً أكبر تحدياته في التشغيل. يتطلب إتقان هذه المادة استراتيجية تركز على تقليل الحرارة، وتثبيت قطعة العمل دون تشويه، وإعطاء الأولوية لسلامة المشغل فوق كل شيء آخر.

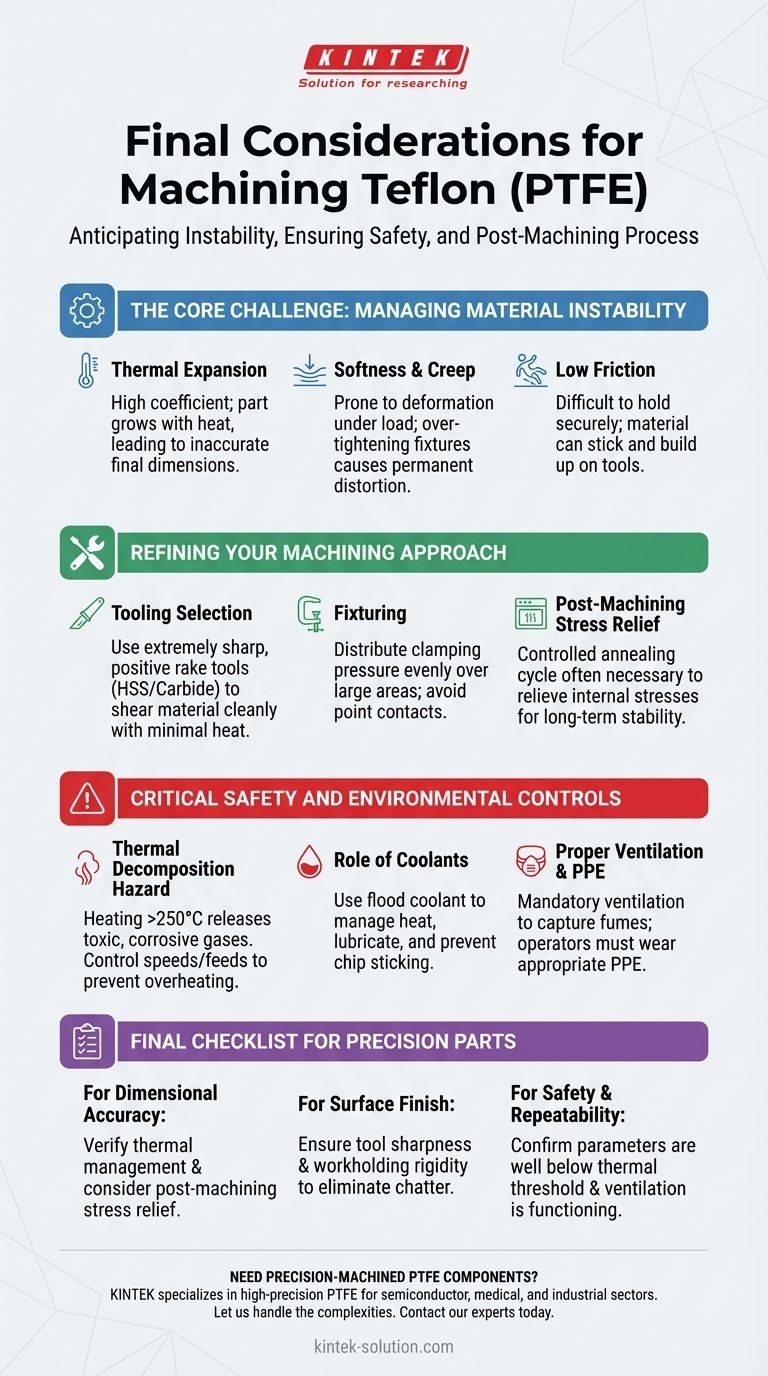
التحدي الأساسي: إدارة عدم استقرار المادة
إن تشغيل التفلون يختلف اختلافًا جوهريًا عن تشغيل المعادن أو حتى اللدائن الأخرى. تتطلب الخصائص الفريدة للمادة تحولاً في التفكير من الإزالة القوية للمادة إلى التشكيل الدقيق واللطيف مع إدارة عدم استقرارها المتأصل.
مشكلة التمدد الحراري
يحتوي التفلون على معامل تمدد حراري مرتفع للغاية. هذا يعني أنه يتمدد وينكمش بشكل كبير حتى مع التغيرات الطفيفة في درجة الحرارة.
يمكن للحرارة الناتجة عن عملية القطع أن تتسبب في تضخم القطعة، مما يؤدي إلى أبعاد نهائية غير دقيقة بمجرد أن تبرد إلى درجة حرارة الغرفة. هذا هو السبب الرئيسي لعدم القدرة على الحفاظ على التفاوتات الضيقة.
النعومة، والزحف، والتشوه
التفلون ناعم بشكل استثنائي وعرضة لزحف الإجهاد (stress creep)، مما يعني أنه سيتشوه ببطء بمرور الوقت عند تعرضه لحمل ثابت.
الإفراط في إحكام ربط الملقط أو المشبك لن يؤدي فقط إلى خدش السطح، بل يمكن أن يشوه القطعة بشكل دائم. هذه النعومة تجعله أيضًا عرضة لاهتزاز الأداة (tool chatter)، مما يؤدي إلى تدهور جودة السطح.
مفارقة الاحتكاك المنخفض
إن خاصية الانزلاق الشهيرة للمادة تجعل من الصعب تثبيتها بأمان للتشغيل. يمكن أن يتسبب معامل الاحتكاك المنخفض هذا أيضًا في التصاق المادة وتراكمها على أداة القطع، خاصة إذا لم تكن الأداة حادة بما فيه الكفاية.
صقل أسلوب التشغيل الخاص بك
لمواجهة التحديات المتأصلة في التفلون، يجب أن تركز استراتيجيتك النهائية على أدوات متخصصة، وتثبيت عمل دقيق، ومعالجات ما بعد التشغيل.
اختيار الأداة أمر غير قابل للتفاوض
يعد اختيار أداة القطع أمرًا بالغ الأهمية. الهدف هو قص المادة بشكل نظيف مع الحد الأدنى من توليد الاحتكاك والحرارة.
استخدم دائمًا حواف قطع حادة للغاية. يمكن أن تعمل كل من أدوات الفولاذ عالي السرعة (HSS) وأدوات الكربيد، ولكن الحدة أهم من المادة. يجب أن تحتوي الأدوات على زاوية راكبة موجبة (positive rake angle) لإنشاء حركة قطع تشبه التقطيع.
لعمليات محددة مثل الحفر، فكر في أدوات متخصصة مثل مثاقب ذات أخاديد مكافئية (parabolic flute drills) المصممة لإخلاء الرقائق بكفاءة في المواد اللينة.
أهمية التثبيت (Fixturing)
يتطلب تثبيت قطعة العمل توازنًا دقيقًا. يجب عليك تثبيتها بقوة كافية لمقاومة قوى القطع ولكن بلطف كافٍ لتجنب التشوه.
استخدم تجهيزات ذات مساحة سطح كبيرة لتوزيع ضغط التثبيت بالتساوي. تجنب نقاط التلامس التي يمكن أن تحفر وتشوّه المادة.
تخفيف الإجهاد بعد التشغيل
حتى مع التقنية المثالية، فإن التشغيل يُدخل إجهادات داخلية في قطعة التفلون. للتطبيقات التي تتطلب تفاوتات ضيقة واستقرارًا طويل الأمد، غالبًا ما تكون هناك حاجة إلى دورة تلدين أو تخفيف إجهاد بعد التشغيل.
يتضمن ذلك تسخين القطعة في فرن يتم التحكم فيه إلى درجة حرارة محددة أقل من نقطة انصهارها ثم تبريدها ببطء، مما يسمح للهيكل الداخلي للمادة بالاسترخاء في حالة مستقرة.
ضوابط السلامة والبيئة الحرجة
إن الفشل في إدارة بيئة تشغيل التفلون ليس مجرد مسألة جودة؛ بل هو خطر سلامة خطير.
خطر التحلل الحراري
يمكن أن يؤدي تسخين التفلون فوق 250 درجة مئوية (482 درجة فهرنهايت) إلى تحلله، مما يطلق غازات شديدة السمية ومسببة للتآكل. تشكل هذه الأبخرة خطرًا صحيًا كبيرًا.
من الضروري للغاية التحكم في سرعات وتغذية القطع لمنع ارتفاع درجة الحرارة. لا تسمح أبدًا للرقائق بتغير لونها بسبب الحرارة.
دور المبردات
يعد استخدام نظام تبريد بالغمر طريقة فعالة لإدارة الحرارة وتزييت القطع ومنع التصاق الرقائق بالأداة.
إذا كنت تقوم بالتشغيل جافًا، فيجب عليك استخدام معلمات قطع أكثر تحفظًا وأن يكون لديك نظام لإزالة الرقائق بكفاءة لمنع تراكم الحرارة.
التهوية المناسبة ومعدات الحماية الشخصية
يعد نظام التهوية القوي إلزاميًا لالتقاط أي أبخرة محتملة من المصدر. يجب على المشغلين دائمًا ارتداء معدات الحماية الشخصية (PPE) المناسبة، بما في ذلك نظارات السلامة.
قائمة التحقق النهائية لقطع PTFE الدقيقة
لضمان أن عمليتك تحقق نتيجة ناجحة، قم بتخصيص مراجعتك النهائية لهدفك الأساسي.
- إذا كان تركيزك الأساسي هو الدقة البعدية: يجب أن يكون فحصك النهائي على الإدارة الحرارية، والتأكد من فعالية المبرد الخاص بك والنظر في دورة تخفيف الإجهاد بعد التشغيل.
- إذا كان تركيزك الأساسي هو جودة السطح: يجب أن يكون فحصك النهائي على حدة أدوات القطع الخاصة بك وصلابة تثبيت العمل للقضاء على الاهتزاز.
- إذا كان تركيزك الأساسي هو السلامة والقابلية للتكرار: يجب أن يكون فحصك النهائي هو التحقق من أن معلمات القطع أقل بكثير من عتبة التحلل الحراري وأن جميع أنظمة التهوية تعمل بشكل مثالي.
في نهاية المطاف، يأتي التشغيل الناجح للتفلون من احترام خصائص المادة بدلاً من محاربتها.
جدول الملخص:
| الاعتبار الرئيسي | لماذا هو مهم |
|---|---|
| التمدد الحراري | يمنع عدم الدقة البعدية مع تبريد القطعة. |
| أدوات حادة | يضمن قطعًا نظيفًا، ويقلل الحرارة، ويمنع تراكم المواد. |
| تثبيت لطيف | يتجنب التشوه الدائم للقطعة بسبب ضغط التثبيت. |
| بروتوكولات السلامة | يخفف من مخاطر الأبخرة السامة المنبعثة إذا ارتفعت درجة حرارة المادة (>250 درجة مئوية/482 درجة فهرنهايت). |
| تخفيف الإجهاد بعد التشغيل | يخفف الإجهادات الداخلية لتحقيق استقرار أبعادي طويل الأمد. |
هل تحتاج إلى مكونات PTFE مُشغّلة بدقة؟
يتطلب تشغيل التفلون بمواصفات دقيقة خبرة وعمليات متخصصة. تقوم KINTEK بتصنيع مكونات PTFE عالية الدقة - بما في ذلك الأختام والبطانات وأدوات المختبر المخصصة - لقطاعات أشباه الموصلات والطب والمختبرات والصناعة.
نحن نعطي الأولوية للإنتاج الدقيق وندير الاعتبارات الحاسمة للتمدد الحراري وتخفيف الإجهاد والسلامة نيابة عنك، بدءًا من النماذج الأولية وحتى الطلبات عالية الحجم.
دعنا نتولى التعقيدات. اتصل بخبرائنا اليوم لمناقشة متطلبات مشروعك.
دليل مرئي
المنتجات ذات الصلة
- قارورة تفاعل صغيرة من بتفف مقاومة للتآكل خزان إذابة عينات من التفلون مكون من قطعة واحدة حاوية تخزين من البوليمر الفلوري
- مفاعل بوليتري فلورو إيثيلين (PTFE) قابل للتخصيص وقارورة تفلون مقاومة للتآكل
- الشركة المصنعة لأجزاء PTFE المخصصة لأجزاء التفلون وملاقط PTFE
- كرات تفلون PTFE مخصصة للتطبيقات الصناعية المتقدمة
- زجاجة تفاعل صغيرة مقاومة للتآكل من PTFE مصبوبة من قطعة واحدة خزان تخزين عينات من التفلون
يسأل الناس أيضًا
- ما هي الميزات الرئيسية لزجاجات الكواشف المصنوعة من PTFE؟ مقاومة كيميائية فائقة ومتانة
- ما هي المزايا الرئيسية لـ PTFE كمادة لزجاجات المختبر؟ مقاومة كيميائية وحرارية فائقة
- كيف يتم تصنيع حاويات وأجهزة مختبر PTFE عادةً؟ نظرة داخل عملية التصنيع الدقيق
- ما هي الخصائص الرئيسية التي تجعل التفلون قابلاً للتطبيق على نطاق واسع؟ اكتشف مقاومة كيميائية وحرارية لا مثيل لها
- ما هي مزايا السطح غير اللاص لزجاجة PTFE؟ ضمان النقاء والكفاءة في مختبرك



















