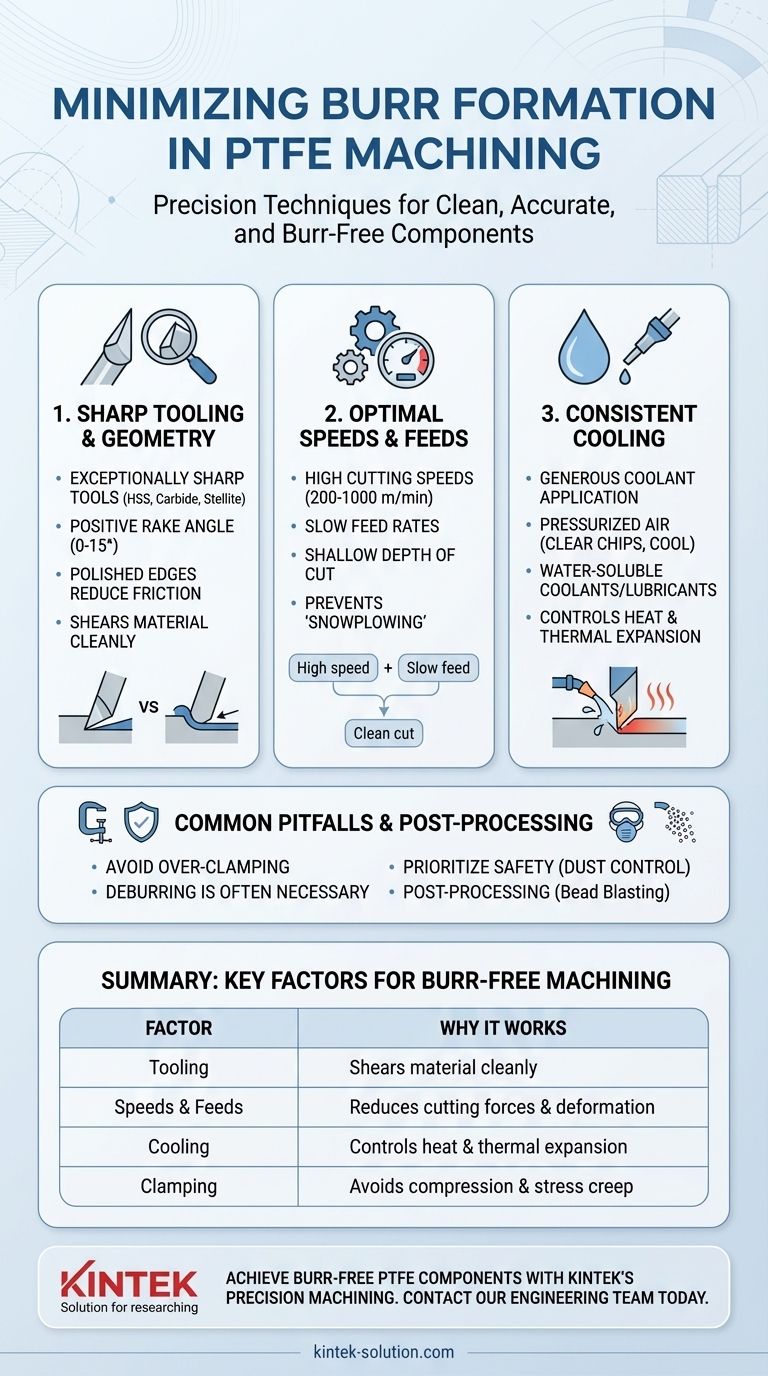
لتقليل تكون النتوءات بشكل فعال في تشغيل مادة PTFE، يجب عليك استخدام أدوات حادة للغاية ذات زاوية راكبة موجبة، واستخدام سرعات قطع عالية مقترنة بمعدلات تغذية بطيئة، وتطبيق تبريد مستمر. تعمل هذه العناصر الثلاثة معًا لقص المادة بنظافة بدلاً من دفعها أو تمزيقها، وهو السبب الرئيسي للنتوءات في هذا البوليمر الناعم "المطاطي".
التحدي الأساسي في تشغيل مادة PTFE ليس صلابتها، بل ليونتها وتمددها الحراري العالي. يعتمد النجاح بشكل أقل على الإزالة القوية للمادة وأكثر على نهج يعتمد على الدقة يحترم ميل المادة للتشوه تحت الضغط والحرارة.

فهم تحديات تشغيل مادة PTFE الفريدة
قبل تطبيق تقنيات محددة، من الضروري فهم لماذا يتصرف بولي تترافلورو إيثيلين (PTFE) بشكل مختلف عن المعادن أو حتى البلاستيكيات الأخرى. خصائصه هي السبب الجذري لمشاكل التشغيل الشائعة مثل تكون النتوءات.
مشكلة الليونة والتشوه
مادة PTFE ناعمة للغاية ولها معامل مرونة منخفض. بدلاً من أن تتشقق بشكل نظيف مثل المادة الصلبة، فإنها تميل إلى الدفع والتمدد والتمزق عند تطبيق أداة القطع. هذا التشوه اللدن هو ما يخلق النتوءات الزغبية التي يصعب إزالتها على طول حافة القطع.
معامل التمدد الحراري العالي
يتمدد PTFE وينكمش بشكل كبير مع تغيرات درجة الحرارة. الاحتكاك الناتج عن أداة القطع يولد حرارة موضعية، مما يتسبب في تضخم المادة أثناء القطع ثم انكماشها عند التبريد. هذا عدم الاستقرار الحراري يجعل الحفاظ على التفاوتات الضيقة أمرًا صعبًا ويمكن أن يؤدي إلى تفاقم تكون النتوءات حيث تتشوه المادة حول الأداة.
زحف الإجهاد (Stress Creep) والصلابة المنخفضة
هذه المادة عرضة لـ "زحف الإجهاد"، مما يعني أنها ستتشوه ببطء بمرور الوقت عند تثبيتها تحت الضغط. يمكن أن يؤدي استخدام قوة تثبيت مفرطة أثناء الإعداد إلى ضغط الجزء بسهولة، مما يؤدي إلى أبعاد غير دقيقة وعيوب بمجرد تحريره من أداة التثبيت.
المبادئ الأساسية للتشغيل الخالي من النتوءات
تتطلب معالجة خصائص PTFE نهجًا محددًا ومنضبطًا. التركيز على المجالات الثلاثة التالية سيحقق أكبر التحسينات في جودة القطع.
الأدوات: الحدة والهندسة أمران بالغا الأهمية
العامل الأكثر أهمية هو أداة القطع نفسها. الأداة الباهتة أو ذات الشكل غير المناسب ستقوم بدفع المادة بدلاً من قصها.
استخدم أدوات مصنوعة من الفولاذ عالي السرعة (HSS) أو الكربيد، مع كون الأدوات ذات رؤوس Stellite خيارًا ممتازًا آخر بسبب مقاومتها للتآكل.
يجب أن يكون حافة القطع حادًا للغاية ومصقولًا، ويشار إليه غالبًا باسم "حاد كالسكين". هذا يقلل الاحتكاك ويعزز عملية القص النظيفة.
استخدم زاوية راكبة علوية موجبة (عادةً 0-15 درجة). تساعد هذه الهندسة على رفع الرقاقة بعيدًا عن قطعة العمل وتقلل بشكل كبير من قوى القطع، مما يقلل من تشوه المادة.
السرعات والتغذية: توازن غير بديهي
المزيج المثالي لـ PTFE هو سرعة قطع عالية ومعدل تغذية بطيء. قد يبدو هذا غير بديهي ولكنه ضروري لقطع نظيف.
سرعات القطع العالية (200 إلى 1000 م/دقيقة) تضمن أن حافة الأداة تتحرك بسرعة كافية لقص المادة قبل أن يتوفر لها الوقت للتشوه.
معدلات التغذية البطيئة تمنع الأداة من دفع كمية كبيرة جدًا من المادة دفعة واحدة، مما يقلل الضغط والاحتكاك. يمنح هذا الأداة وقتًا للقطع بنظافة دون "تجريف" مادة PTFE.
يوصى أيضًا بعمق قطع ضحل لزيادة تقليل قوى القطع.
الإدارة الحرارية: دور سائل التبريد
التحكم في الحرارة أمر غير قابل للتفاوض للحفاظ على الاستقرار البعدي وتقليل النتوءات.
التطبيق السخي لسائل التبريد أمر بالغ الأهمية. غالبًا ما يكون الهواء المضغوط فعالاً في إزالة الرقائق وتوفير بعض التبريد دون تفاعل كيميائي.
للعمليات الأكثر كثافة، تكون سوائل التبريد أو مواد التشحيم القابلة للذوبان في الماء فعالة للغاية في تبديد الحرارة ومنع تضخم المادة.
المزالق الشائعة وما بعد المعالجة
حتى مع التقنية المثالية، فإن طبيعة PTFE تقدم تحديات مستمرة تتطلب يقظة.
خطر الإفراط في التثبيت
لا تستخدم أبدًا نفس ضغط التثبيت لـ PTFE كما تستخدمه للمعادن. استخدم فقط القوة الكافية لتثبيت الجزء. الإفراط في الشد سيؤدي إلى ضغط المادة، مما ينتج عنه جزء نهائي غير دقيق بمجرد تحريره من أداة التثبيت.
حتمية إزالة النتوءات
على الرغم من أن التقنية الصحيحة تقلل من النتوءات، إلا أنها قد لا تقضي عليها تمامًا. خطط لخطوة إزالة النتوءات. يمكن للشفرات الحادة أو أدوات إزالة النتوءات المتخصصة أن تزيل بعناية المادة المتبقية. للحصول على تشطيب فائق على نطاق أوسع، يمكن أن تكون طرق ما بعد المعالجة مثل التفجير بالخرز (bead blasting) فعالة.
ملاحظة هامة حول السلامة
تشغيل مادة PTFE ينتج جزيئات غبار دقيقة قد تكون خطرة إذا تم استنشاقها. اعمل دائمًا في منطقة جيدة التهوية، واستخدم سائل تبريد لكبح الغبار، وارتدِ معدات الحماية الشخصية المناسبة، بما في ذلك القناع.
اتخاذ القرار الصحيح لهدفك
يجب أن يوجه هدفك الأساسي أي جانب من جوانب العملية يجب إعطاؤه الأولوية.
- إذا كان تركيزك الأساسي هو أفضل تشطيب سطحي على الإطلاق: أعط الأولوية للأدوات الحادة كالسكين والمصقولة ذات الزاوية الموجبة والتمريرات النهائية البطيئة والخفيفة جدًا.
- إذا كان تركيزك الأساسي هو الحفاظ على تفاوتات أبعاد دقيقة: ركز على الإدارة الحرارية المكثفة مع التبريد المستمر والتحكم الدقيق في ضغط التثبيت.
- إذا كان تركيزك الأساسي هو كفاءة الإنتاج: قم بتنفيذ جدول صارم لصيانة الأدوات لضمان إعادة شحذ الحواف أو استبدالها بانتظام، مما يمنع تدهور الجودة على مدار الدورة الإنتاجية.
في نهاية المطاف، التعامل مع PTFE بدقة وفهم عميق لسلوكه الفريد هو المفتاح لتحقيق نتائج نظيفة ودقيقة وخالية من النتوءات.
جدول ملخص:
| العامل الرئيسي | الممارسة الموصى بها | لماذا تنجح |
|---|---|---|
| الأدوات | أدوات حادة كالسكين وذات زاوية موجبة (HSS، كربيد) | تقص المادة بنظافة بدلاً من دفعها/تمزيقها |
| السرعات والتغذية | سرعة قطع عالية (200-1000 م/دقيقة)، معدل تغذية بطيء | يقلل من قوى القطع وتشوه المادة |
| التبريد | تطبيق سخي لسائل التبريد أو الهواء المضغوط | يتحكم في الحرارة، ويمنع التمدد الحراري والتورم |
| التثبيت | ضغط ضئيل ولطيف | يتجنب ضغط المادة وزحف الإجهاد |
احصل على مكونات PTFE خالية من النتوءات مع التشغيل الدقيق من KINTEK
هل تعاني من النتوءات وعدم الاستقرار البعدي في أجزاء PTFE الخاصة بك؟ التقنيات الموضحة أعلاه هي أساس عملية التصنيع لدينا. في KINTEK، نحن متخصصون في تشغيل مكونات PTFE عالية الدقة - من الأختام والبطانات المخصصة إلى أدوات المختبرات المعقدة - لقطاعات أشباه الموصلات والطبية والصناعية.
نحن نتفهم أن تطبيقك يتطلب أداءً لا تشوبه شائبة. دعنا نضع خبرتنا في العمل من أجلك:
- دقة مضمونة: نستخدم أحدث المعدات وبروتوكولات صارمة لضمان تلبية كل جزء لمواصفاتك الدقيقة.
- التصنيع المخصص: من النماذج الأولية السريعة إلى دفعات الإنتاج عالية الحجم، نقدم جودة متسقة وخالية من النتوءات.
- خبرة المواد: نحن نتنقل في تحديات PTFE الفريدة حتى لا تضطر أنت لذلك، مما يوفر لك الوقت ويضمن موثوقية الجزء.
هل أنت مستعد للحصول على مكونات PTFE فائقة؟ اتصل بفريق الهندسة لدينا اليوم لمناقشة متطلبات مشروعك.
دليل مرئي
المنتجات ذات الصلة
- مُصنع قطع غيار تفلون PTFE المقولبة المشكّلة آليًا والمخصصة للمختبر سلة زهور تنظيف الزجاج الموصلة ITO FTO
- خلية عينة مخروطية من بولي تيترا فلورو إيثيلين (PTFE) مصنعة حسب الطلب ومقاومة للتآكل، حاوية فلوروبوليمر مثلثة للتحليل الدقيق
- الشركة المصنعة لأجزاء PTFE المخصصة لأجزاء التفلون وملاقط PTFE
- الشركة المصنعة لقطع غيار PTFE المخصصة لحاويات ومكونات التفلون
- مضرب تحريك PTFE مقاوم للتآكل وقرص تشتيت بولي تترا فلورو إيثيلين قابل للتخصيص
يسأل الناس أيضًا
- ما هي الوظائف الأساسية والميزات التصميمية لسلة زهور من مادة PTFE؟ تحسين المعالجة الكيميائية عالية النقاء
- كيف يضمن التصميم الهيكلي لسلة الزهور المصنوعة من PTFE وصولاً موحداً للسوائل إلى الركائز؟ تحسين إنتاجية المختبر
- ما العوامل التي تساهم في السلامة الميكانيكية طويلة المدى لسلال الزهور من مادة PTFE تحت التدرج الحراري؟ دليل الخبراء.
- ما هي الوظيفة والتطبيق الأساسي لسلة الزهور المصنوعة من PTFE؟ دليل الخبراء للمعالجة عالية النقاء
- كيف تساهم سلة الزهور المصنوعة من PTFE في كفاءة شطف وتجفيف الركائز؟ تعزيز كفاءة العمليات المخبرية



















