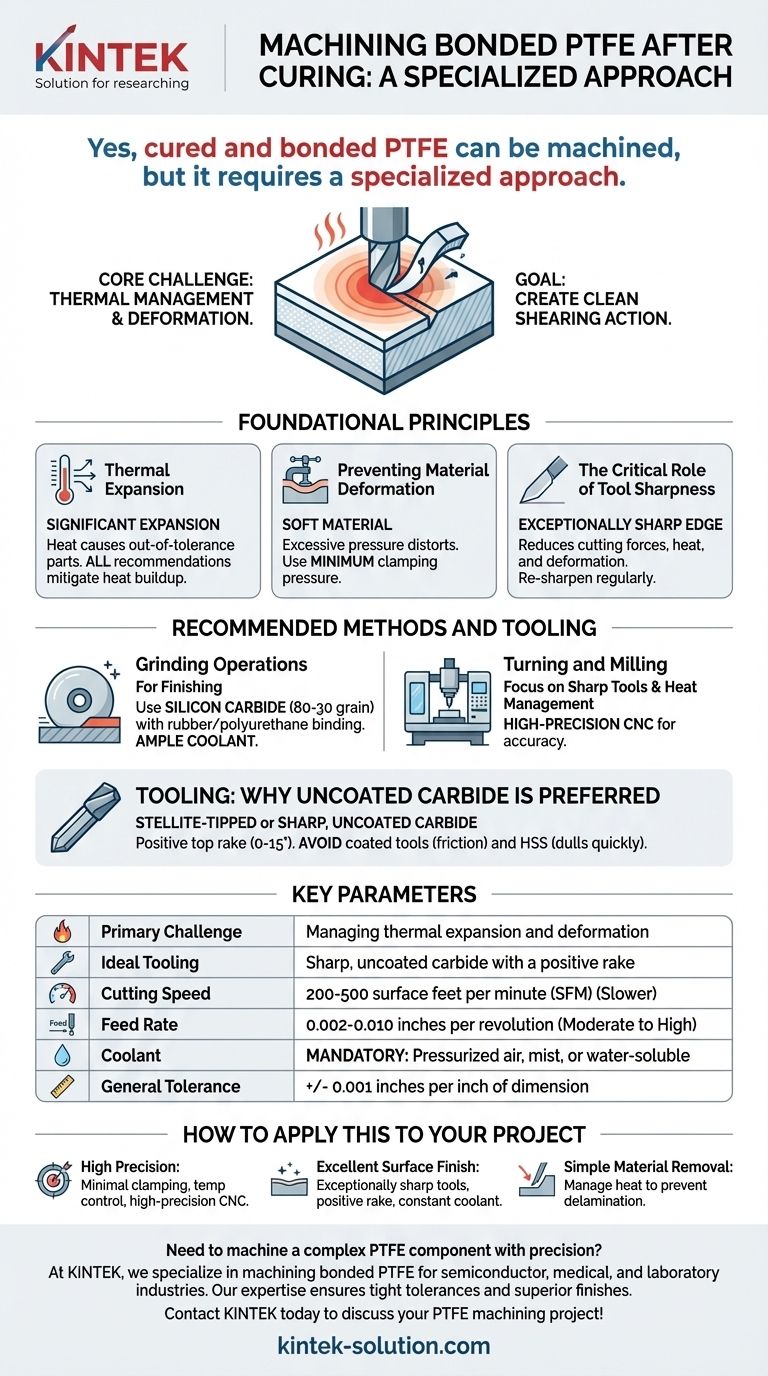
نعم، يمكن تشغيل مادة PTFE المعالجة والمترابطة، ولكنها تتطلب نهجًا متخصصًا. يعتمد النجاح على استخدام طرق تقليدية مثل التجليخ أو الخراطة أو التفريز مع تكييف الأدوات والمعايير لإدارة الخصائص الفريدة للمادة، مثل التمدد الحراري العالي والنعومة.
التحدي الأساسي في تشغيل مادة PTFE ليس صلابة المادة، بل هو الإدارة الحرارية والتشوه. الهدف هو استخدام أدوات حادة بشكل استثنائي لإحداث فعل قص نظيف، مما يولد رقاقة مميزة بدلاً من فرك المادة أو صهرها، مما يؤدي إلى تشطيبات رديئة وعدم دقة في الأبعاد.

المبادئ الأساسية لتشغيل مادة PTFE
لتشغيل مادة PTFE بفعالية، يجب عليك التحكم في خصائصها المتأصلة. تجاهل هذه المبادئ هو السبب الرئيسي للمحاولات الفاشلة.
التحدي الأساسي: التمدد الحراري
تتمدد مادة PTFE وتنكمش بشكل كبير مع تغيرات درجة الحرارة. يمكن أن يولد الاحتكاك الناتج عن التشغيل حرارة كافية لتتسبب في خروج الجزء عن التفاوت المحدد قبل اكتمال القطع.
جميع التوصيات اللاحقة - بدءًا من اختيار الأداة وحتى استخدام سائل التبريد - مصممة للتخفيف من تراكم الحرارة هذا.
منع تشوه المادة
مادة PTFE مادة ناعمة. سيؤدي الضغط المفرط للتثبيت في ملزمة أو ظرف إلى تشويه الجزء بسهولة، مما يؤدي إلى أبعاد نهائية غير دقيقة.
وبالمثل، فإن الأدوات الباهتة أو القطع العدواني سوف يدفع المادة ويشوهها بدلاً من قطعها بنظافة.
الدور الحاسم لحدة الأداة
حافة القطع الحادة بشكل استثنائي هي أمر غير قابل للتفاوض. تقلل الأداة الحادة من قوى القطع، مما يقلل بدوره من حرارة الاحتكاك وتشوه المادة.
يجب إعادة شحذ الأدوات بانتظام للحفاظ على هذه الحافة الحادة، حيث أن أي تآكل طفيف يمكن أن يقلل من الأداء بشكل كبير.
طرق التشغيل والأدوات الموصى بها
بينما تُستخدم الآلات القياسية، فإن الأدوات والإعدادات خاصة بمتطلبات مادة PTFE.
الأدوات: لماذا يُفضل الكربيد غير المطلي
تعتبر الأدوات ذات الأطراف المصنوعة من سبيكة الستلايت (Stellite-tipped) أو الأدوات الحادة المصنوعة من الكربيد غير المطلي هي الخيار المثالي. يمكن أن تزيد الأدوات المطلية من الاحتكاك، في حين أن الفولاذ عالي السرعة (HSS) يبهت بسرعة كبيرة.
يساعد الزاوية الأمامية الموجبة (بين 0 و 15 درجة) على الأداة في إنشاء فعل قص وتقليل قوى القطع، مما يعزز القطع الأنظف.
عمليات التجليخ (Grinding)
التجليخ هو طريقة شائعة وفعالة لإنهاء مادة PTFE المعالجة.
استخدم أحجار تجليخ من كربيد السيليكون (حجم حبيبات 80-30) برباط مطاطي أو بولي يوريثان. للتشطيب الأدق، يمكن استخدام حجر أكسيد الألومنيوم. يجب أن تكون سرعة التجليخ مشابهة لتلك المستخدمة للحديد الزهر، مع حجر مفتوح والكثير من سائل التبريد.
الخراطة والتفريز
بالنسبة للخراطة والتفريز، يظل التركيز على الأدوات الحادة وإدارة الحرارة. توفر آلات CNC عالية الدقة التحكم اللازم للحصول على نتائج دقيقة وقابلة للتكرار.
فهم المزالق والمعلمات الرئيسية
يكمن النجاح في الموازنة بين عدة عوامل متنافسة. قد يؤدي الخطأ في عامل واحد إلى المساس بالعملية بأكملها.
الموازنة بين السرعة ومعدل التغذية
هناك علاقة دقيقة بين سرعة القطع ومعدل التغذية.
بشكل عام، استخدم سرعات قطع أبطأ (نطاق البداية هو 200-500 قدم سطحي في الدقيقة) و معدلات تغذية متوسطة إلى عالية (0.002 إلى 0.010 بوصة لكل دورة). يضمن هذا المزيج أن الأداة تزيل رقاقة بنشاط بدلاً من فرك السطح، مما سيولد حرارة زائدة. معدل التغذية البطيء جدًا يسبب الاحتكاك؛ والسريع جدًا قد يسبب التكسر.
أهمية سائل التبريد
التبريد الكافي إلزامي. استخدم هواءً مضغوطًا، أو نظام رذاذ، أو سائل تبريد قابل للذوبان في الماء لطرد الحرارة والرقائق باستمرار بعيدًا عن منطقة القطع. هذه هي الطريقة الأكثر مباشرة لمكافحة التمدد الحراري أثناء القطع.
تثبيت قطعة العمل وضغط التثبيت
طبق أدنى ضغط تثبيت ضروري لتثبيت قطعة العمل بأمان. هذا يمنع المادة من التشوه أو الانضغاط، مما قد يفسد دقة الأبعاد.
تحقيق التفاوتات الضيقة
القاعدة العامة للتفاوتات العامة لأجزاء PTFE هي +/- 0.001 بوصة لكل بوصة من البعد. يمكن تحقيق تفاوتات أضيق ولكنها تتطلب درجات PTFE معززة ومستقرة للغاية وتحكمًا دقيقًا في عملية التشغيل بأكملها.
ما بعد التشغيل: إزالة الحواف (Deburring)
بعد التشغيل، سيكون لـ PTFE حواف حادة أو "نتوءات". يجب إزالتها بعناية باستخدام سكين حاد أو أداة إزالة حواف مخصصة، حيث يمكن أن تؤثر على أداء أو تجميع الجزء النهائي.
كيفية تطبيق هذا على مشروعك
ستعتمد المعايير المحددة الخاصة بك على هدفك الأساسي.
- إذا كان تركيزك الأساسي هو الدقة العالية والتفاوتات الضيقة: إعطاء الأولوية لأدنى ضغط تثبيت، وبيئة يتم التحكم في درجة حرارتها، وتحكم CNC عالي الدقة.
- إذا كان تركيزك الأساسي هو التشطيب السطحي الممتاز: التأكيد على استخدام أدوات كربيد غير مطلية حادة بشكل استثنائي ذات زاوية أمامية موجبة وإمداد مستمر بسائل التبريد.
- إذا كان تركيزك الأساسي هو إزالة المواد البسيطة: يمكنك أن تكون أكثر مرونة، ولكن إدارة الحرارة لمنع انفصال الرابطة تظل العامل الحاسم.
في نهاية المطاف، يعد تشغيل مادة PTFE بنجاح عملية دقيقة تكافئ التركيز على الأدوات الحادة والتحكم الحراري.
جدول ملخص:
| المعلمة الرئيسية | التوصية |
|---|---|
| التحدي الأساسي | إدارة التمدد الحراري والتشوه |
| الأدوات المثالية | كربيد حاد غير مطلي بزاوية أمامية موجبة |
| سرعة القطع | 200-500 قدم سطحي في الدقيقة (SFM) |
| معدل التغذية | 0.002-0.010 بوصة لكل دورة |
| سائل التبريد | الهواء المضغوط أو الرذاذ أو سائل التبريد القابل للذوبان في الماء إلزامي |
| التفاوت العام | +/- 0.001 بوصة لكل بوصة من البعد |
هل تحتاج إلى تشغيل مكون PTFE معقد بدقة؟
في KINTEK، نحن متخصصون في تشغيل مادة PTFE المترابطة لصناعات أشباه الموصلات والطب والمختبرات. خبرتنا في إدارة التمدد الحراري واستخدام الأدوات المتخصصة تضمن تلبية الأجزاء الخاصة بك للتفاوتات الضيقة والتشطيبات السطحية الفائقة.
نحن نقدم تصنيعًا مخصصًا بدءًا من النماذج الأولية وحتى الطلبات عالية الحجم. دعنا نتولى تحديات تشغيل مادة PTFE حتى تحصل على جزء موثوق وعالي الأداء.
اتصل بـ KINTEK اليوم لمناقشة مشروع تشغيل PTFE الخاص بك!
دليل مرئي
المنتجات ذات الصلة
- مُصنع قطع غيار تفلون PTFE المقولبة المشكّلة آليًا والمخصصة للمختبر سلة زهور تنظيف الزجاج الموصلة ITO FTO
- خلية عينة مخروطية من بولي تيترا فلورو إيثيلين (PTFE) مصنعة حسب الطلب ومقاومة للتآكل، حاوية فلوروبوليمر مثلثة للتحليل الدقيق
- قضبان بولي تتري فلورو إيثيلين (PTFE) مملوءة بالجرافيت مخصصة للتطبيقات الصناعية المتقدمة
- أشرطة إحكام PTFE المخصصة للتطبيقات الصناعية وعالية التقنية
- مضرب تحريك PTFE مقاوم للتآكل وقرص تشتيت مسنح قابل للتخصيص للخلط الكيميائي الدوائي
يسأل الناس أيضًا
- ما هي الوظيفة والتطبيق الأساسي لسلة الزهور المصنوعة من PTFE؟ دليل الخبراء للمعالجة عالية النقاء
- ما هو نطاق درجة حرارة التشغيل لسلال الزهور من مادة PTFE؟ الحدود الحرارية والأداء من -200 درجة مئوية إلى +260 درجة مئوية.
- كيف يضمن التصميم الهيكلي لسلة الزهور المصنوعة من PTFE وصولاً موحداً للسوائل إلى الركائز؟ تحسين إنتاجية المختبر
- ما العوامل التي تساهم في السلامة الميكانيكية طويلة المدى لسلال الزهور من مادة PTFE تحت التدرج الحراري؟ دليل الخبراء.
- ما هو مبدأ عمل سلة الزهور من مادة البولي تترافلوروإيثيلين (PTFE)؟ تحسين تدفق السوائل والنقاء للغمر الكيميائي



















